FOCUS ON AEM
CONTACT
Austin

The “unboxed” production concept could slash EV manufacturing costs and reduce factory space.
Electric Bus Manufacturers Tackle Assembly Challenges
Nathan Eddy // Contributing Writer
Electric buses are a common sight on the streets of many European cities. Photo courtesy Solaris
Engineers must balance batteries and drivetrains with charging systems and weight distribution.
Nathan Eddy // Contributing Writer
Electric Bus Manufacturers Tackle Assembly Challenges
Motor coaches, school buses, public transit buses and shuttle buses are all going electric to reduce emissions and improve energy efficiency. E-bus manufacturers are integrating complex battery and power systems with electric drivetrains and charging infrastructure to address growing demand for sustainable transport. However, the assembly of electric buses confronts engineers with a unique set of challenges.
AEM PRODUCTS
From gas springs to shock absorbers, our technology-driven solutions and commitment to quality provide the best in deceleration and motion control. Our products help to make your production processes faster, more efficient, quieter, safer, and more sustainable.
ACE Controls
800-521-3320
ACE Controls offers innovative and flexible solutions
A recent report by GrandView Research claims that the global electric bus market size is currently more than $28 billion. Between now and the end of this decade, that number is expected to grow 20 percent annually.
China, led by BYD, has been a key market for electric buses, with a strong push for electrification in its public transportation systems. The European market, which is home to both traditional bus manufacturers such as Daimler, Renault and Volvo, and start-up firms focused on clean-sheet designs, has also been expanding rapidly. The North American market is growing slower, but most activity is centered around battery-powered school buses, driven by local government policies promoting electric mobility.
Whether its diesel or electric, the process of assembling a bus is more of a custom build compared to how a car or pickup truck is mass-produced. Buses are much bigger vehicles and they’re manufactured in much lower volumes.
"Hypothetically, you could automate several steps, but the volumes don't really justify it," says Pedro Pacheco, an analyst at Gartner Inc. who specializes in transportation technology. "It's a very manual process."
Some manufacturers purchase chassis and power trains, then build bodies on top. Other companies build the entire physical platform, including the frame, drivetrain and body.
AEM PRODUCTS
In a traditional bus, the engine is typically located in the rear. However, with a battery-powered vehicle, batteries are spread across the floor under the cabin.
"The motor is so small that it can easily fit, so there's no issue when it comes to electric buses,” explains Pacheco. “But, it's more about where you put the batteries. This means engineers have to do things differently. This is one of the reasons why we don't yet see many electric buses equipped with custom bodies."
However, Pacheco says there’s still an aspect of compatibility that needs to be maintained after the platform of the bus has been defined. For instance, the overall layout is similar to what would be considered for a truck, where the batteries are spread across the floor for a lower center of gravity between the front and rear axles.
Assembly Approaches May Vary
GreenPower Motor Co. produces an electric school bus equipped with an aluminum frame, as well as the EV250, a 30-foot shuttle bus with a 260 kilowatt-hour (kWh) battery and a range of 163 miles, and the 35-foot EV350 city bus, sporting a range of 212 miles on a 400 kWh battery. The company also makes the EV500 and EV550 double-decker models, which are equipped with a 600 kWh battery and are capable of rolling more than 175 miles on a single charge.
The Canadian company operates assembly plants in Porterville, CA, and South Charleston, WV. It developed its own chassis, which offers a lot of flexibility, including dual charging capabilities.
"It has all the same parts and components across all the different EV Star models we've developed, and we manage our supply chain," says Fraser Atkinson, CEO of GreenPower. "Starting with a clean sheet design, we're able to build out a suite of products we can then bring to market.
"We use a company called HKUST that puts our battery packs together,” explains Atkinson. “Then, the packs go into two boxes that are fitted within our chassis underneath the vehicle, which lowers the center of gravity. We designed our battery packs around a form factor that we can get from two or three different suppliers if we have issues with one."
Pressure conditions in certain phases of the molding process correlate to specific attributes of the part.
Joint assembly technology is typically accomplished through pneumatic or hydraulic forming. With the new BalTec Electric, potential issues associated with traditional pneumatic/hydraulic riveting machines can be addressed by using an 100% electrically powered unit. BalTec ELECTRIC offers full positional control via servo-driven rotary and linear motion allowing for real-time monitoring and process control for any fastening process.
BalTec Corporation
724-873-5757
Joining is our business - Worldwide
The Actuators and Cylinders of the Essentials Line are an important part of our Automation proposal for the Battery Manufacturing, wherever you produce your batteries – Festo is there, and provides corresponding know-how, the right products and top service. As a single source supplier for all tasks, we offer a complete line of copper-free, zinc-free and dry-room-compatible components
Festo Corporation
1.800.993.3786
Automation for battery manufacturing with Essentials
AEM PRODUCTS
Bodies for the company's electric school busses are manufactured by Gemilang Coachwork in Malaysia. It’s the same company that produces bodies for Volvo's over-the-road coaches.
"We have the ability of having the bodies built in their facility, or kitting them up and building out from the kits in our facility," says Atkinson.
For its Type A school bus, GreenPower receives a kitted up body, which Atkinson compares to getting a box of Legos. "All those parts and components go into building out the body for the school bus in West Virginia," he explains. "Then, the vehicle gets finished, completed and painted there."
The company takes a different assembly approach for the EV250 and EV350 transit buses, which uses a unique chassis and components produced by various contract manufacturers. The entire assembly process requires 16 to 20 stages, depending on the model.
"We haven't developed a path to kit up either of those vehicles, in part because we don't have the same sales pipeline," notes Atkinson. "The market is not nearly the same size as what we see for school buses and shuttle buses."
With larger buses, the assembly process can take up to a year, which can make it more difficult to move everything through production efficiently.
"It's a challenge to work through that," claims Atkinson. "Compared to smaller vehicles, if we have that stamped unibody ready to go at the time that our cabin chassis is built out, we're looking at 40 to 50 days, because we're building these chassis 100 at a time."

Electric buses are a common sight on the streets of many European cities. Photo courtesy Solaris
AEM PRODUCTS
The larger buses are manufactured in small batches, depending on the size of the order that comes in and the customer's delivery needs.
According to Atkinson, his company has had particular success selling its electric shuttle buses to United Airlines for operation at Los Angeles International Airport.
"This is a much better market for us," says Atkinson. "We are dealing with an end user that has assessed the market, decided what they want, and when they put the purchase order in, we didn't have any constraints in terms of building it, other than assembling it to the spec we provided."
This results in a much faster turnaround than with a typical transit client, where there can be a long gap between the request for proposal and delivery of the vehicles, which is when payment typically occurs. Many public transit agencies are strapped for cash, so it’s not unusual for orders to be deferred for years.
"Our focus within the passenger shuttle and transit market is airports, hotels and universities," Atkinson points out. "We're being very careful about the deals we do within the transit space."
Balancing Compatibility with Customization
Despite the need for compatibility between components, bus manufacturers know they must offer a higher level of customization in terms of charging capabilities.
"They have to offer different options, whether it's having a charging port on the side for cable charging, installing an onboard charger for wireless charging or having a pantograph on the roof of the bus to offer charging by catenary," says Pacheco.
That lack of standardization adds to product complexity, because bus manufacturers must cater for the three different charging technologies.
"They know that they will have to customize each order accordingly,” explains Pacheco. “But, bus makers don't see this as a major obstacle, since they are already used to offering a lot of customization."
Equipmake, a U.K.-based manufacturer of electrification products for battery-electric vehicles, supplies all the key components for the electric drivetrain used in the next-generation Jewel E, a double-deck bus built by Beulas, a Spanish company that specializes in motor coaches.
Promess has spearheaded numerous battery projects where EMAPs with integrated force and positioning control technologies have replaced traditional hydraulic press systems. This solution has swiftly evolved into an industry standard for automotive batteries, where a pair of EMAPs, orchestrated by a Promess UltraPRO multi-axis controller, simultaneously press two electrolyte-filled die plates together, maintaining precise force levels and ensuring uniformity.
Promess Inc.
810-229-9334
Promess Platen Press for Battery Applications
AEM PRODUCTS
Equipmake produces the electric motor, inverter, control system, HVAC system and battery pack.
The battery system is assembled in England, then shipped to Argentina where the chassis is manufactured.
"We started developing an electric bus system about five years ago and this is the first year we're actually delivering [components]," says Ian Foley, CEO of Equipmake. "In addition to OEM customers, a big market that has emerged for us is retrofitting vehicles with an electric system."
The company's coach repower technology can provide pure electric ranges up to 250 miles and can be applied to any coach from single to double-decker, with custom systems tailored to specific customer requirements. The electric chassis was developed with Brazilian commercial vehicle manufacturer Agrale.
"We jointly developed that chassis around our electric drivetrain, which gives a bodybuilder that currently might buy a diesel chassis the ability to run an electric chassis and put their body on it," explains Foley. "Their business operation doesn't change, and they can instantly be making electric buses instead of diesel vehicles."
Expanding an Electric Presence
Solaris Bus & Coach, headquartered in Poland, is one of Europe’s leading manufacturers of electric buses, with a comprehensive portfolio catering to a variety of transportation needs. It offers different battery capacities and charging options to meet the unique requirements of various bus operators and municipalities in Asia, Europe, the Middle East and North America.
Solaris has increased its focus in recent years on developing cutting-edge technologies, such as hydrogen fuel cell buses and electric buses with extended range capabilities.
The popular Urbino Electric is offered in five different variations ranging from 30 feet to the 80-foot-long Urbino 24, which features an articulated stainless steel frame. Subassemblies are made in Poland, then shipped to final assembly facilities.
"We use two different types of batteries: a high-power device and a high-energy battery," says Mateusz Figaszewski, director of e-mobility development and market intelligence at Solaris. "The first batteries are [designed] for operators that prefer to have a smaller unit with smaller capacity, which can be more frequently charged during the day."
EV manufacturers trust Zimmer Group when they need to make their manufacturing processes simple, reliable, and productive. Since batch sizes remain small in the field of battery production and electric motors, flexible manufacturing concepts are essential, and Zimmer Group specializes in flexible grippers and tooling to solve these EV challenges.
Zimmer Group US, Inc.
Zimmer Group – development partner for battery production
AEM PRODUCTS
The high-energy battery system, on the other hand, offers a range of 186 miles and has an energy storage system that can be charged using two different plug-in sockets. One is located above the wheel arch, while the other one is at the front of the vehicle. Solaris also offers multiple charging possibilities, including a plug-in option and pantograph charging on the roof.
"More and more operators are using both systems, especially due to the fact that a roof-mounted pantograph is a more automated system," explains Figaszewski. "Offering both charging systems is not terribly [complex]."
When it comes to the placement of batteries, Figaszewski says his company is going to debut a new vehicle next month where 100 percent of the batteries will be integrated into the roof.
"This allows us to dedicate more space to passengers, and more of the seats will be available closer to the bus floor, where they will be more easily accessible to disabled or elderly people," notes Figaszewski.
The simplicity of the electric motor also results in a reduction of the number of components required vs. a diesel bus, while an added benefit is less maintenance.
"We've known this for more than 100 years,” Figaszewski points out. “An electric engine is so much more efficient than a diesel one. You don't produce as much useless heat and there are way fewer components. The main challenge is batteries and the storing of electricity."




AEM PRODUCTS
Getting Schooled in Electric Buses
Thomas Built Buses Inc., a subsidiary of Daimler Trucks North America, manufactures the Saf-T-Liner C2 Jouley electric school bus, which offers 226 kWh standard battery capacity and over-the-air battery management software updates. More than 300 buses are currently in use throughout the United States.
A liquid-cooled battery pack boasts an operating range of 138 miles and a nominal charge in two to three hours at a DC charging station. Thanks to vehicle-to-grid (V2G) technology, the buses can be used to sell excess electricity back to a utility company or provider, creating a potential additional revenue stream for schools or bus operators.
"The production of the chassis is done by Freightliner Custom Chassis, a sister company of ours based in Gaffney, SC," says Arjun Nair, manager of the EV program at Thomas Built Buses. "Our battery supplier is Proterra, which ships batteries to our chassis plant."
The electric chassis is built on the same assembly line as traditional internal combustion engine vehicles, sequencing them based on order input.
"It's like any other vehicle as far as manufacturing is concerned, but there are obviously some specific processes that are different with regards to electric vehicles," explains Nair. "For instance, there's a lot of high-voltage related safety factors that we include in our manufacturing process to make sure that our operators are safe."
The chassis then travels to Thomas Built’s assembly plant in High Point, NC, where it’s attached to the bus body.
The BalTec ELECTRIC EA30 is a roller forming machine with 3-axis servo technology. With its three-inline servo motors, the EA30 can control with precision the stroke and rotation of the roller head assembly plus articulation of the roller wheels. Each axis is individually programmable, offering superior forming capability and flexibility.
BalTec Corporation
724-873-5757
Articulating Roller Forming Machine with 3-Axis Servo Technology
AEM PRODUCTS
Battery Installation and Placement
One of the critical challenges in electric bus assembly involves seamlessly integrating high-capacity battery systems. These batteries, essential for extended range and performance, require careful planning, safe handling and meticulous installation.
The size and weight of battery packs demand innovative assembly techniques to ensure optimal space utilization, while maintaining the vehicle's structural integrity. For example, the battery pack in Thomas Built’s e-bus sits right behind the front axle of the vehicle, hanging below the frame.
"One of our design targets was to make sure that the batteries are in line with the frame," says Nair. "Positioning the battery close to the middle of the chassis also helps with the center of gravity."
Unlike an urban transit bus, a school bus does not sit close to the ground, which means catering to passengers with special mobility needs is accomplished through the design of a lift mechanism that extends down to the ground.
"Hence, we didn't have to add any new design constraints for replacing our batteries, and we don't place batteries on the roof, because we have ample space below the frame rail to mount them," explains Nair.
At GreenPower, batteries are installed halfway through the overall assembly process, after the chassis, suspension and axles are built out and the wheels are on. "When you put the batteries in, they are heavy, so at that point, you've added a lot of weight to your build,” Atkinson points out.
As soon as the battery pack is installed, it adds an additional constraint in terms of making sure that the high-voltage system is always turned off until the electronics are installed, along with the integration of the battery management system and the vehicle control unit.
Equipmake’s Foley says a key challenge is where to position batteries in a bus so that the vehicle offers an optimal seating capacity and seating arrangement, as well as the correct weight distribution.
"The batteries are clearly the heaviest point in the system, so the starting point has to be the right weight distribution," warns Foley. "It's a question of positioning the batteries on the chassis and designing the chassis so you end up with all the components placed in a position where the bodybuilder can get the seats in the right place and the vehicle will be at the optimal capacity."
According to Foley, the hardest configuration to plan for is a city bus, which has a high capacity and must be able to run an average of 15 hours a day.
"If you look at a double-decker bus, it's really challenging to get the correct weight and weight distribution," claims Foley.
Our new SD600T comes standard with everything you need to drive quickly, accurately and log all the data for your Industry 4.0 requirements. Up to 32 torque profiles, wave form analysis and data acquisition are all standard. Visit our website, or contact our Sales Team, for more info.
Nitto Seiko America
248-588-0133
New High Performance Controller
AEM PRODUCTS
The Challenge of Charging
An added challenge for e-bus engineers is the variety of charging options that are possible, which could require them to adapt designs based on the infrastructure needs or requirements of their customers.
Determining the appropriate charging technologies and ensuring compatibility with different bus models are key considerations during the assembly process.
"This is unique, because you don't see that for cars or trucks,” says Gartner’s Pacheco. “The reason is that for buses you have a conventional charger with a cable, but in some cases, you also have wireless charging.”

Electric school buses are becoming increasingly popular in the United States. Photo courtesy GreenPower Motor Co.
AEM PRODUCTS
Wireless charging is especially popular with buses that are used in urban transit applications. For instance, the Chicago Transit Authority (CTA) operates a fleet of Proterra 600-Series buses and charging stations at three of its seven existing garages. The CTA also has installed overhead high-power charging stations at key bus stops, such as Navy Pier.
"From a perspective of depot management, in many cases it is easier for them to use wireless charging instead of having to use cable chargers," explains Pacheco. "In many of those depots, the buses are parked close to each other, which makes it difficult to charge them with a cable."
Another benefit of wireless charging is that drivers don't need to be reminded at the end of every day to go plug in their vehicle.
"If someone forgets to plug in a bus, it's a disaster, because then the next day you can't use it,” Pacheco points out. “But, if you have a wireless charger, you can just program it and it's ready to go.
Pantograph systems, like those used in Chicago, are popular. A pantograph is a mechanical device consisting of a sliding arm or arms that connect to an overhead power source, typically mounted on a gantry or charging station.
The technology is commonly used with electric trains and trams. Pantograph charging also eliminates the need for physical plug-in connections, which improves safety, simplifies the charging process, and reduces wear and tear on charging connectors.
In addition, fast-charging systems are used on some buses, such as Thomas Built’s Saf-T-Liner C2 Jouley.
"One feature we have focused on is V2G," says Nair. "An electric school bus actually has great potential in grid support activities, because of the nature of its operation. You've got fixed timed during the day when the vehicles are in route, then they return to a depot.
According to Nair, because of reliability of the type of operation or the operating routes, there is potential to maximize asset utilization. "They can be used as a great resource, so V2G is [popular], especially for urban environments,” he points out. "V2G is where the upside potential is."
TorqTec offers a complete line of DuPas torque control power assembly tools: • Cordless Battery Pistol Hydraulic Pulse • Geared Special Attachment Hydraulic Pulse • In Line Pulse • Pistol Pulse • Right Angle Pulse • In Line Screwdrivers • Pistol Grip Screwdrivers (Pneumatic & Cordless) • Right Angle Screwdrivers (Pneumatic & Cordless) • Error Proofing / Poke Options • Traceability Capabilities
TORQTEC
919-561-5536
DuPas Torque Control Power Assembly Tools
AEM PRODUCTS
Tapping Automakers to Streamline Assembly
To improve productivity and reduce assembly costs, many bus manufacturers need to develop strategic partnerships with suppliers of drivetrains, power electronics, thermal management systems and other components.
"If they could get technology directly from the passenger car sector, this would be an absolute game changer," says Pacheco. "If I'm a bus maker and I can obtain electric motors from an automaker, that ticks the box."
It’s the same situation with batteries. It would be beneficial for bus manufacturers to be aligned with automotive battery suppliers. Although battery packs for commercial vehicles must be larger, the modules and cells inside are basically all the same.
"If I want to build a battery for a bus, what I simply can do is get more modules together," notes Pacheco. "I build a dedicated case that is much bigger, and I put all the modules inside. The modules in the cells are exactly the same as you'll find in a passenger car."
If bus manufacturers do not eventually go that route, the road to success will become more difficult, because many companies simply don’t have the type of volume to justify developing their own technology in-house.
"In that case, they probably won't be able to get the best [components], because the best technology is owned by the best automakers," warns Pacheco.
The good news is that the cost and weight of batteries continues to come down as suppliers ramp up production and innovate with lightweight materials.
"The chemistry we use is lithium ferrous phosphate, which means the battery is heavier than some of its counterparts," says GreenPower’s Atkinson. "The benefits are that it's very stable, and it's got a very predictable charge-discharge cycle. We have extensive lab testing that shows how many charge cycles we get."
Optimal dehumidification is key for lithium-ion battery manufacturing. Lithium is highly reactive to moisture, which is why battery production needs to take place in ultra-low humidity environments. These super dry conditions secure product quality and worker safety. EBAC manufactures a robust line of desiccant dehumidifiers capable of removing in excess of 3173 pint per day.
Ebac Industrial Products Inc
855-873-6800
EBAC – Reliable moisture control solutions for battery manufacturing.
AEM PRODUCTS
New Tools Tackle Production
The assembly of electric buses poses numerous challenges due to the integration of battery systems, electric drivetrains, charging infrastructure and the high level of customization demanded by customers. However, some manufacturers are turning to advanced automation to help streamline and enhance production.
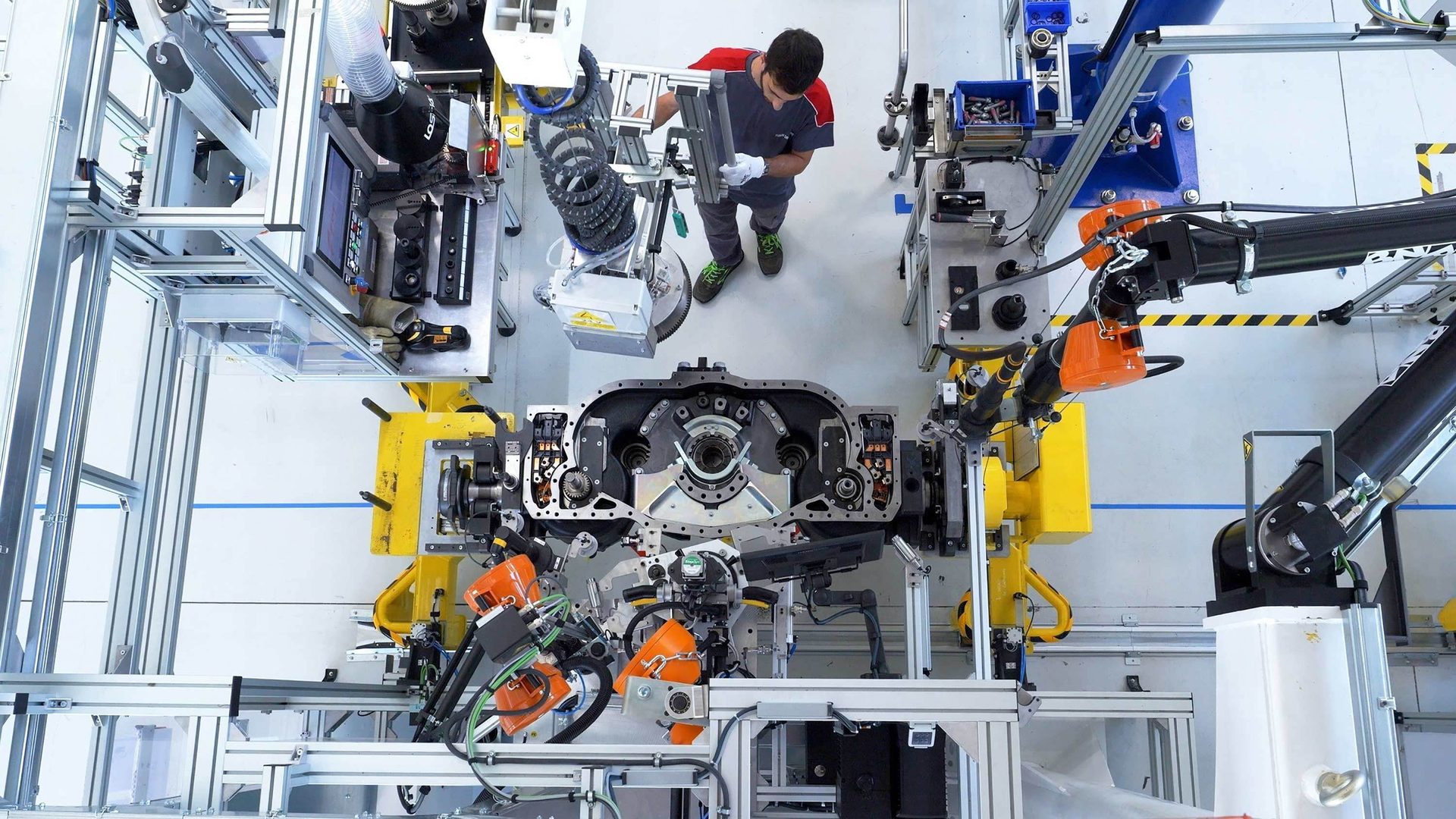
FPT Industrial, a division of the Iveco Group, recently opened an e-power train assembly plant in Turin, Italy, for buses and other types of commercial vehicles. The state-of-the-art facility produces electric axles, drives and battery packs. Assemblers use a variety of Industry 4.0 tools, including augmented reality (AR), automated guided vehicles and collaborative robots.
Workers recently tapped into AR technology to aid with the assembly of components that will be used to produce a large order of 60-foot-long articulated city buses destined for Belgium.
"Augmented reality helps us determine the best solution in terms of the path the components take to the final assembly," says Alice Orsi, head of e-powertrain product portfolio and marketing at FPT.
AR also enables operators to maximize safety and efficiency through a visual management tool that monitors position and tells each person how to assemble the components.

Many city buses use roof-mounted pantographs that interact with overhead charging stations. Photo courtesy Chicago Transit Authority
AEM PRODUCTS
"Another application manages batch codes through a data matrix and a graphic system to help workers find the exact components that need to be installed," explains Orsi. "3D cameras determine which component should be installed in the correct position."
Equipmake is also gradually investing in automation. However, because of the low-volume, custom nature of bus manufacturing, adoption rates will be slower than in other industries.
"It's something we are investigating, but I don't really know enough about exactly how that's going to impact," admits Foley. "Clearly it's one of those technologies that's going to have a huge impact. It's just not clear at the moment exactly where the impact is going to be."
Foley believes that improved robotics could also help in the assembly process and he sees other opportunities to improve the design of electric buses.
Everything comes down to having better energy and energy density. The biggest challenge for electrification of vehicles generally is cost, and the biggest cost challenge is batteries.
"That's a bit outside of our control, and we are battery agnostic," notes Foley. "But, there's still a downward trend in terms of battery price as volumes grow, and improvements in battery energy density are only going to help."
Fundamentally, the market has reached a tipping point in terms of electric buses. The technology and total cost of ownership is now cost effective compared to diesel, which is driving rapid growth in electric bus development.
"What hasn't happened is the emergence of a large manufacturer supplying the global industry, because there's so many regional variations," says Foley. "I think that trend will continue. And, I don't think the world is going to adopt a homogenous mass-market type of bus."



SEPTEMBER 2023 | ASSEMBLYMAG.com