ASSEMBLY HOW TO
ASSEMBLY HOW TO
DISPENSING
HOW TO Benefit from Adhesive Joints on Medical Devices
Particularly important for medical devices that are used on and in the body: Smooth and sterile surfaces, the base of which is superimposed over the bonding and subsequent sterilisation. The thread breakage of the adhesive, which is absolutely necessary for this, results from the technical implementation of the volumetric dosing unit: The conveying direction can be reversed. In this way - in addition to the exact thread breakage mentioned above - dripping of the material is prevented. Bonding of even the smallest difficult medical devices is made possible with an absolute accuracy of +/-99 % even in the microlitre range. The smallest amounts of adhesive are applied to the tubes without tearing and with pinpoint accuracy - the volume is demonstrably the same throughout the entire production cycle. The delivery rate can be changed if required by a specific component of the catheter such as balloon, cuffs or connectors. Even after adjusting the delivery rate, the dosage is accurate and tearproof. In order to be able to cover all automated, semi-automated but also manual processes with one dosing technology, the dispenser has been technically designed for all areas of application.
In fully or partially automated processes, the dispenser can be connected to the higher-level control system via a controller (foot switch). The operators have both hands free, which makes work more efficient and additionally makes the process more secure. Before the dispenser technology was used in medical technology, it was able to establish itself over many years in the automation of bonding processes in the automotive industry and electronics production. In particular, the corresponding regulatory framework conditions that medical device manufacturing requires had to be supplemented. Optionally, manufacturers of medical devices can have dosing technologies developed and certified specifically for their needs and products.
Precise sealing - 0.3 mm hollow cannulas
Needle bonding is another application in which volumetric dispensers are the best choice for fast and precise dosing of adhesives, auxiliary agents or even active ingredients. Other examples are the application of silicone on wound dressings and also the lubrication of cannulas, for smooth, low-resistance use of needles, cannulas or intravenous vein catheters. Dispensers are also used to dose blood-separating gels into vessels used in blood collection, for example. Further applications can be the filling of smallest amounts of “dermal fillers” or the filling of (dental) implants or dentures with two component silicones.
Needle bonding in particular demonstrates the importance of the exact, tearproof application of the smallest amounts of adhesive: Here, so-called hollow needles - colloquially called cannulas - are bonded to the coloured syringe head. In clinical use, the colour of the syringe head indicates the outer diameter of a cannula, measured in gauge. A yellow cannula has an outer diameter of 0.3 mm - the specification for a dosing device that bonds such a hollow needle to the syringe head. This requires that it is perfectly secure while also creating a leakproof bond. This is because a leakage of liquids being administered to the body could provide improper administration with potentially fatal outcomes. The issue of tightness also plays a central role when, for example, optoelectronic components such as cameras, lights or lenses are bonded into endoscopes - a medical device can only work 100 % correctly if the bond has a perfect fit. The situation is also similar with hearing aids.
Biggest hurdle: Approval of technology, adhesive and process
The combination of dosing technology and official approval of the elastomers used - for example, by the Food and Drug Administration (FDA) - forms the basis for reliably serving the medical device market of the future. Ultimately, when developing new adhesives and application technologies, the qualification of components and validation of the process are of great importance. This begins with fluid management and emptying the container in which an adhesive is delivered and also includes degassing and the technical system for application. With the knowledge of these basic conditions, medical device manufacturers can automate dosing, bonding, and micro-casting, therefore closing a gap in many places from partially automated to fully automated production processes while taking into account all national and global specifications by the relevant authorities.
Medical devices can only be brought onto the market once they have complied with all regulatory standards and then, at best, be manufactured fully automatically, since manual handling is the most cost intensive. If automation is not (yet) a possibility, it must at least be ensured that workplaces and interfaces, where upstream and downstream processes take place, can be optimally integrated, considering all quantitative and qualitative aspects. However, the leverage is far greater when companies embed processes and systems in a holistic manufacturing concept that takes into account the entire value chain from the delivery of raw materials and parts to the assembly and delivery of the finished medical devices.
Advantages of adhesive joints on medical devices
Special attention is paid to the assembly of medical devices, not only due to the high regulatory requirements, but also because these processes often take place under clean room conditions. In the assembly of medical devices, adhesive bonding technology has gained in relevance as an innovative joining method. The electronics and automotive industries were the pioneers as they recognized the advantages of bonding. Medical technology has now followed suit. The potential of adhesive bonding in medical technology has been recognized and will gradually replace classic laser welding.
Manufacturers of medical devices benefit from bonding in many ways:
- The thermal load on the joining materials is low or non-existent. The materials of choice are UV adhesives or cyanoacrylates. Thermally curing adhesives are only used in special cases.
- The surface and microstructure of the components to be joined remain unchanged during bonding.
- An adhesive bond can also have sealing properties - if necessary, assembly processes can be streamlined, and costs reduced.
- Almost the entire spectrum of component sizes can be bonded - from very small to very large.
- An adhesive joint with UV adhesives allows repositioning of components during assembly. Using “active alignment”, readjustments can be made - only UV light hardens the adhesive and finishes the joining process.


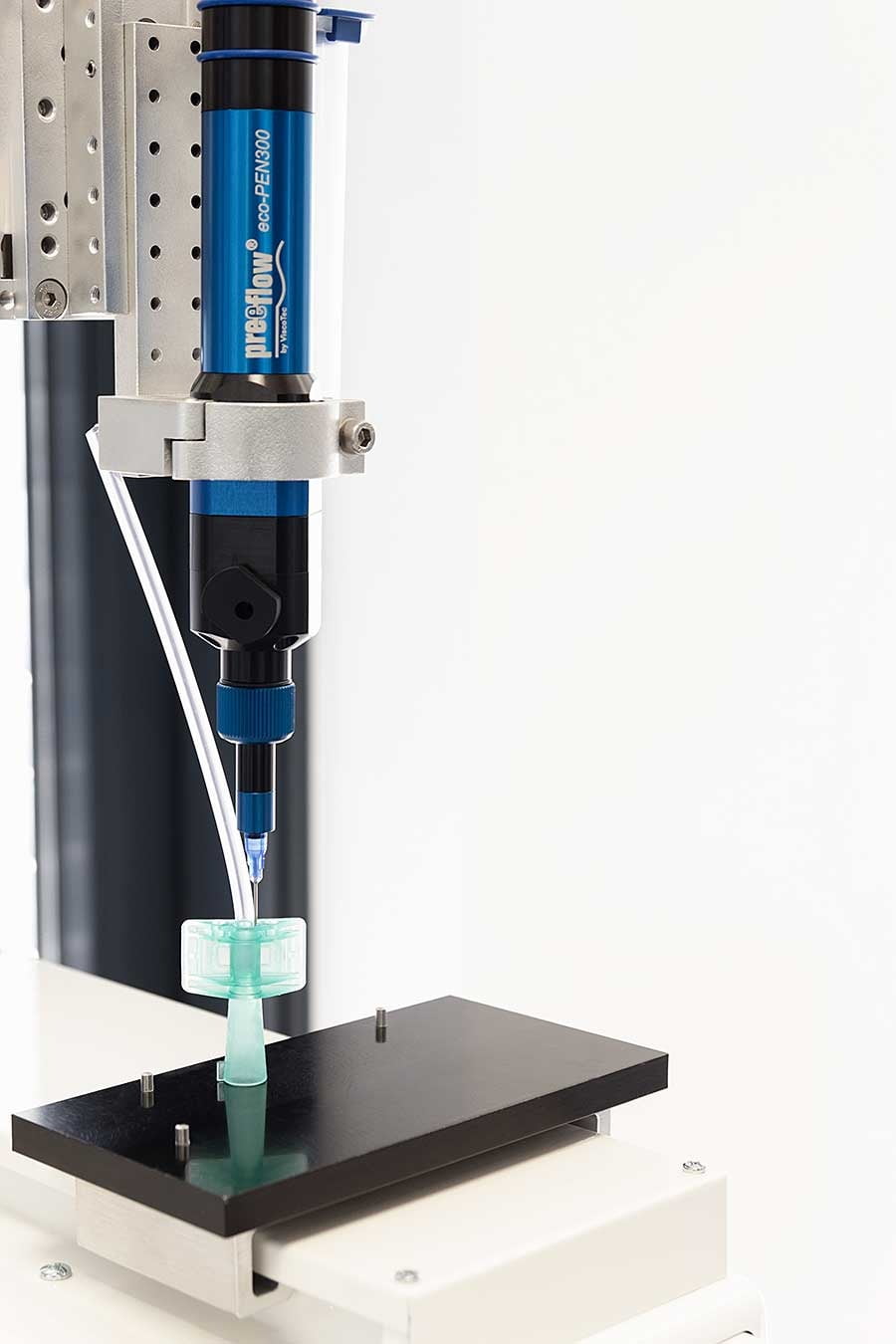
A look at medical technology and for example, the developments in catheter manufacturing, shows the potential of adhesive technology as a component of automated production. There is hardly a medical field in which catheters are not used. Whether in intensive care medicine for ventilation, in urology as bladder catheters or in cardiology as heart catheters. In simple terms, the production of a catheter always begins with the extrusion of the tubes, which in the next step have to be glued to the so-called connectors, as you can see on the picture to the left. This adhesive connection must also ensure that the catheter is leak-proof. An optimal process combines extrusion, cutting and gluing via an automated process, since the risk of error is highest in manual joining.
A hurdle for the adhesive: Sterilization
One way to automate the joining process is to use purely volumetric dispensers. Available under the names ViscoTec and preeflow (you can see the portfolio on the pictures below), among others, this technology allows continuous and pulsation-free dosing. In addition, the process is gentle and low-shear with all materials - regardless of the viscosity of the adhesives to be processed.
A look at medical technology and for example, the developments in catheter manufacturing, shows the potential of adhesive technology as a component of automated production. There is hardly a medical field in which catheters are not used. Whether in intensive care medicine for ventilation, in urology as bladder catheters or in cardiology as heart catheters. In simple terms, the production of a catheter always begins with the extrusion of the tubes, which in the next step have to be glued to the so-called connectors, as you can see on the picture below. This adhesive connection must also ensure that the catheter is leak-proof. An optimal process combines extrusion, cutting and gluing via an automated process, since the risk of error is highest in manual joining.


April 2021

HOW TO GUIDE