ASSEMBLY IN ACTION
Manufacturers Find Their Dispensing Equipment MVP
Some challenges that manufacturers face are simple, while others are multi-faceted. An example of the latter is continually providing customers with products that are stronger and more durable, yet lighter and smaller to minimize shipping costs.
To meet this challenge, many manufacturers are using structural adhesives instead of mechanical fastening. These adhesives cut manufacturing costs by reducing the number of fasteners needed to create a joint or attach two parts.
An adhesive-bonded joint also produces a smooth, clean surface, thereby reducing the added labor needed for preparation and finishing. Adhesives can even be pre-applied to areas inaccessible to mechanical fastening during the assembly process.
A Mastercraft worker applies resin from the Patriot Chop/Wet-Out system to help quicken lamination of a boat frame. Photo courtesy MasterCraft

For the last six years, Mack Molding (MM) has enjoyed the benefits of using structural adhesives in its assembly processes. MM specializes in large-part injection molding, painting and contract manufacturing for mechanical automated and electronic assemblies.
In 2015, the company installed three Patriot adhesive-dispensing systems to accurately mix, meter and dispense structural adhesives onto exterior trim parts, such as bumpers manufactured for the transportation industry. MM primarily chose this system because it is made by Magnum Venus Products (MVP), which has a reputation for high-quality equipment.
Managers at MM also like that MVP is a local company with a strong sales staff, as well as service technicians located throughout the United States. This level of support enables MVP to troubleshoot issues over the phone, or even drive to the MM facility and solve a problem onsite.
By using the Patriot system, MM has reduced process time, production parts, rework, downtime and labor costs.

System operators accurately mix industrial-grade, low-flow methacrylate adhesives, and then apply them in low doses. Each system features a displacement-pump-based metering system, which ensures a consistent material ratio of 10-to-1. This, in turn, enables workers to spend more time using the equipment to make parts, rather than continuously monitoring mix ratio.
Double-acting piston pumps provide continuous material flow, allowing the system to reach a volume output of up to 0.45 gallon per minute, with an average rate of 40 cycles per minute. Handheld and automatic gun options are available.
Mack Molding specializes in large-part injection molding, painting and contract manufacturing for mechanical automated and electronic assemblies. Photo courtesy Mack Molding

Another Patriot system, the Chop/Wet-Out (CWO), allows manufacturers to apply a resin to products for lamination. MasterCraft has been using the system for the past several years to help assemble a line of large boats.
Vessels of this size require extensive hand lay of fiber reinforcements during composites production and wet-out, which refers to coating individual fiber filaments with resin in a composite sheet. Doing both tasks manually takes nearly 4.5 hours per boat.
To cut process time in half without sacrificing quality, MasterCraft uses the high-volume version of the Patriot CWO. The system’s precision metering ensures consistent porosity and thickness to produce a uniform laminate, while reducing waste caused by overspray and material overuse.
It has a catalyst-to-resin variance of less than 1 percent, and an output capability of seven to 30 pounds per minute.
MVP manufactures and assembles its systems in-house, then delivers and installs them, using only their employees or international certified distributors. For more information on dispensing equipment, call 865-686-5670 or visit www.mvpind.com.
Pipe-and-Joint System Improves Ergonomics at Waterax
Last year’s California wildfire season was a record-setting one for the state. By the end of 2020, more than 9,600 fires had burned nearly 4.4 million acres, or more than 4 percent of the state’s roughly 100 million acres of land. These numbers make 2020 the largest wildfire season recorded in California’s modern history, according to the California Department of Forestry and Fire Protection.
Overcoming the wildfires required many military planes, U.S. troops and firefighters from more than 10 states. Among the key tools used by the firefighters were portable fire pumps and various types of water-handling equipment, such as foam generators, water hoses and tanks.
Waterax Corp. is one of the world’s largest manufacturers of portable fire pumps and water-handling equipment. Established in 1898, Waterax has plants in Montreal, Canada, and Vancouver, WA. Products are manufactured at both locations, and built durable enough for demanding environments.
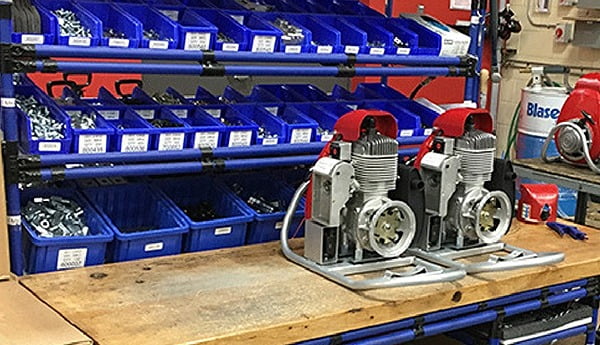
This parts-bin-equipped workstation is part of a material handling system built by Waterax Corp. workers. Photo courtesy Flexpipe Inc.
Several years ago, managers at the Montreal facility were required to implement a new floor layout due to an impending move. They also decided to implement lean manufacturing and a new material handling system to improve assembler ergonomics and increase manufacturing efficiency.
The lean manufacturing program was completed by all plant-floor workers in several training sessions. The material handling system consists of a conveyor, a parts-bin-equipped workstation where performance tests are carried out, and various modular structures—all of which were built in-house using a pipe-and-joint system from Flexpipe Inc.
As the primary component for material handling, the conveyor regulates production to reduce the risk of employees getting hurt. It was designed and built by the production engineer. The workstation was assembled by several workers, who paid close attention to workstation height to ensure worker safety.
The main components of the Flexpipe system are 28 millimeter-diameter pipes (with plastic coatings) and metal joints (electroplated black or nickel-plated silver). Various fasteners (M6 and M8 bolts and nuts, and Torx-, countersunk- and square-head screws) are used during assembly. The fasteners are installed with a 5-millimeter Allen wrench or drill bit.
Other structural components include a wide range of conveyor roller tracks, deckings and casters. Many accessories are available, such as leveling shims, pipe extensions, Y-shaped supports, hooks, drawer slides and tow bars.
Another company benefitting from the Flexpipe system is racing-wheel manufacturer HRE Performance Wheels, based in Vista, CA. In 2015, HRE met with Flexpipe to discuss its need for a system that keeps inner and outer rim sections of a four-wheel set near each other during production, which lasts an average of 13 hours. HRE workers and production managers had been spending a lot of time loading and unloading the sections to pallets, carts and shelving, or searching for sections on the shop floor.
Using the Flexpipe system, HRE developed a prototype black-pipe kitting cart on which perfectly fit a four-wheel set (with specific order number). Each order number had its own cart, creating a one-piece flow effect in the factory. The work order followed the flow cart on a simple hook that could not be removed. Rush order sets were handled on red carts, and return goods authorization orders on blue carts.
Other users of the Flexpipe system include aerospace, automotive, white goods and medical-device manufacturers. System sales are split between customers who buy components and build their own structures, and those who have Flexpipe preassemble the structures. For more information, call 855-406-0253 or visit www.flexpipeinc.com.
As the primary component for material handling, the conveyor regulates production to reduce the risk of employees getting hurt. Photo courtesy Flexpipe Inc.


Motion Control Quickens Die Setup and Changeover in Presses
Clichés have a place in manufacturing, so long as they truly fit the application. For example, the expression “It’s not rocket science” is perfectly appropriate to describe the use of a small manual press for a punching operation in the assembly of a consumer product.
However, the expression is definitely not welcome at Fenton, MO-based Beckwood Corp. when discussing the company’s Triform precision forming equipment used by aerospace customers. “It is rocket science,” says Josh Dixon, director of sales and marketing at Beckwood, which also builds custom hydraulic presses and automation systems.
In 2017, a metal-forming company that makes various components for commercial and military aircraft came to Beckwood with a challenge. The company needed a 42-inch-diameter sheet metal hydroforming press with staging table, and two 1,400-ton hydraulic presses with automated quick die-change (QDC) systems to quickly load and unload the presses. Beckwood custom designed and built the machines at its factory prior to shipment and installation at the customer’s facility.
Each press is more than 33 feet high, positioned in a 10-foot-deep pit and has a footprint of approximately 30 square feet. The QDC system has a 15,000-pound load capacity and includes a cart, a rack and a T-table staging device that allows the next die to be prepped and ready to insert upon completion of the previous run cycle.
Beckwood engineers worked closely with those on the customer’s staff to set up and implement automation. The customer was a longtime user of Siemens motion control and HMI products, and specified them for the project, including drives, PLCs, displays and motion controllers.
This 1,400-ton hydraulic press comes with an automated quick die-change system to quickly load and unload the press. Photo courtesy Beckwood Corp.

It also set up the system logic and data logging. The Beckwood team integrated the QDCs and overall workcell. Both Beckwood and Siemens personnel were active in commissioning the entire system.
During operation, the QDC works in tandem with the two presses and uses four 15-hp motors to drive the leadscrews on the large die-handling system. The screws are electrically geared through the onboard Siemens S7-1515 PLC to move the ram and shuttle.
Additional motors and drives on the feed tables allow the next die to be positioned during press operation. When a press cycle is completed, the air bags on the feed tables lift this die for positioning onto the QDC, then a shuttle inserts the die inside the press.
The robust PLC controller integrates function control, safety and condition display in a single module with Profinet protocol for bus communication. Through Siemens’ TIA Portal and Step 7 software, the end user can remotely customize the operation of the devices, as well as integrate multiple part files and related safety commands.
This “library” feature enables the end user to efficiently run various parts during a shift with only one software package. Safety switches can be programmed through the TIA Portal and allow operators to remain outside the work envelope when the presses are in full-machine process and monitoring mode.
All motor movements on the presses are controlled with Siemens drive technology. According to Dixon, the presses with QDC systems have reduced die setup and changeover from approximately two hours to 10 minutes.
For more information on motion control and HMI products, call Siemens at 800-743-6367 or visit https://new.siemens.com/global/en/products/automation/simatic-hmi/panels/basic-panels.html. For more information on presses, call Beckwood at 800-737-0111 or visit www.beckwoodpress.com.
Several Siemens motion control and HMI products are used on the presses. Photo courtesy Beckwood Corp.

April 2021
