MONTH 2023

Manufacturing History
Labor shortages are driving new demand for automation.
Options for Screwfeeding
After World War II, Chrysler endured numerous ups and downs in the tumultuous auto industry. This view from the early 1970s shows Dodge Darts and Plymouth Satellites being assembled in Windsor, ON. Photo courtesy Larry Monkhouse/MoTales
Detroit’s No. 3 automaker had a topsy-turvy existence, with lots of highs and lows.
Chrysler Thrived, But
Also Struggled to Survive
Austin Weber // Senior Editor // webera@bnpmedia.com
During the last 100 years, Chrysler has gone through more twists and turns than many other automotive brands or companies. The swings in its fortunes have been more frequent and more pronounced than those of its competitors. But, Chrysler always managed to survive because of its legendary engineering prowess.
During its first decade in business, Chrysler enjoyed robust expansion and remarkable success, largely because of the energy and vision of founder Walter Chrysler. Unlike most automakers, the company thrived during the Great Depression.
Unfortunately, Chrysler suffered a stroke and died in 1940 at age 65. By that time, he had stepped away from Detroit, spending most of his time at his namesake skyscraper in New York City and his estate on Long Island.
The day-to-day operations of the company were overseen by K.T. Keller, a former engineer who was in charge of manufacturing during the 1930s. He was joined by a group of three other engineers—Carl Breer, Owen Skelton and Fred Zeder—who were affectionately known as “the three musketeers.”
“Chrysler stayed No. 2 in the U.S. auto industry until World War II and never recovered that position,” says David Zatz, Ph.D., an adjunct professor of business management at Fairleigh Dickinson University who has written extensively on change management, corporate culture and quality control. “[It] didn’t expand enough postwar to get anywhere near Ford or General Motors.”
During its early days, Chrysler would manufacture vehicles with parts that were unique to individual models. But, to survive turbulent times, the company was forced to share components, such as engines, across multiple platforms.
“[Chrysler had] to focus on efficiency to make up for the fact that it made one of everything the other companies did, with much lower volume,” notes Zatz, who is the author of Century of Chrysler and curator of a website called MoTales.
“Chrysler struggled to maintain its competitive position [in the 1940s] while enjoying the artificial demands of wartime and the immediate postwar boom in auto sales,” adds Charles Hyde, Ph.D., a former professor of history at Wayne State University and author of Riding the Roller Coaster: A History of the Chrysler Corporation. “The company faced a major financial crisis every 10 years, almost like clockwork, beginning in 1950.
“Over the lengthy stretch between Keller’s retirement in 1950 and Lee Iacocca’s arrival as a white knight in 1978, the company suffered from weak management at the top,” claims Hyde. “None of the men who served in the interim shared Walter Chrysler’s breadth of knowledge or his vision.”
The 1940s, 1960s and 1980s were golden years for Chrysler, marked by manufacturing milestones and innovative products ranging from muscle cars to minivans.

During World War II, the Dodge Main factory mass-produced gyrocompasses, in addition to other products. This photo from 1942 shows a group of women assembling auxiliary indicators for gyrocompasses used in U.S. Navy ships. Photo courtesy National Automotive History Collection, Detroit Public Library
Chrysler’s Finest Hour
After World War II began in 1941, Chrysler’s factories ramped up production of airplanes, tanks, trucks and an endless variety of items. Just like Ford, General Motors, Hudson, Packard, Studebaker and other U.S. automakers, Chrysler played a vital role in the arsenal of democracy.
“Chrysler’s rapid conversion to war production starting in 1942 included the modification of existing machinery and floor space, the construction of additional factory space and the purchase of new machinery by the government,” explains Hyde. “In early May 1942, Chrysler was already using 20 million square feet of space in 19 plants for war work, 78 percent of its machine tools and 40,000 employees.
“By mid-November 1943, Chrysler’s defense operation had expanded enormously,” notes Hyde. “The automaker was using 30 million square feet for war work.
“Summarizing Chrysler’s war production is at best a daunting task,” Hyde points out. “The corporation produced several lists of its principal war products and identified about 50 major products or significant components manufactured for other firms.”
The Dodge truck plant in Warren, MI, assembled 403,515 military vehicles. It produced six models of trucks, but a three-quarter ton 4x4 model accounted for more than half of the total.
Chrysler also was a major producer of aircraft parts and components, such as nose sections, engine cowlings and leading wing edges for the B-29 long-range bomber, in addition to nose and center wing sections for the Martin B-26 medium bomber. In addition, the automaker did the final assembly of the center wing section for the Curtiss-Wright Helldiver, a carrier-based bomber, which incorporated more than 10,000 parts.
Other war production contributions included the Bofors antiaircraft gun, which was made at Chrysler’s Lynch Road plant in Detroit; 101,232 incendiary bombs; more than 485 million cartridges for 0.30-caliber carbines and almost 3 billion cartridges for 0.45-caliber carbines. The ordnance was mass-produced at the Plymouth factory in Evansville, IN, which claimed to make “bullets by the billions.”
The Dodge Main plant mass-produced a wide variety of products, including radar equipment and a complex gyrocompass made under license from the Sperry Gyroscope Co. The delicate instruments guided large U.S. Navy ships.
Chrysler also operated two of the most important war factories of all. Both facilities were built and owned by the U.S. government.
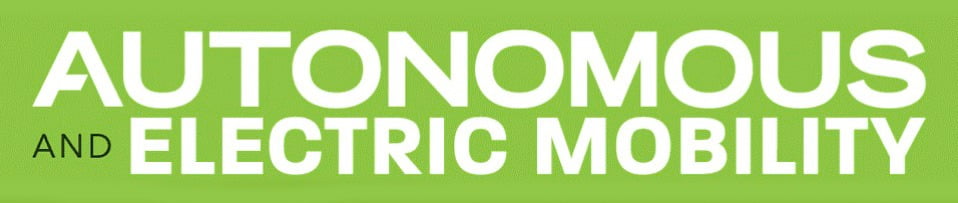
One was the 1.3-million-square-foot tank arsenal in Warren, MI, which produced 22,235 tanks in four separate models, but with several different engines, resulting in a total of eight distinct models, including M3, M4, Sherman and General Pershing machines. Chrysler continued to operate the factory until the early 1980s, producing tanks that were used in the Korean and Vietnam Wars.
For decades, Chrysler operated a tank arsenal in Warren, MI, that produced thousands of machines such as these M47s. Photo courtesy National Automotive History Collection, Detroit Public Library
The largest Chrysler factory of all was located on the Southwest Side of Chicago and was operated by the company’s Dodge Division. The huge plant was built in 1942 in record time to assemble Wright R-3350 Cyclone engines for the Boeing B-29 bomber. At one time, more than 16,000 construction workers were at the jobsite, working around the clock.
The $173 million Dodge-Chicago Plant comprised 6.3 million square feet of space spread out over 19 buildings. The main facility covered 82 acres and included air conditioning to support precision assembly processes.
“Building the massive Dodge-Chicago plant turned out to be the easiest part of the effort to produce airplane engines,” says Hyde. “Chrysler had to contend with two daunting problems—an unfinished engine design and long delays in getting the machine tools needed to start production.
“Managing production of the Wright Cyclone engine at the Dodge-Chicago plant was the most frustrating experience Chrysler faced during the war,” explains Hyde. “The organization had to incorporate 6,374 design changes to the engine, usually involving dozens of parts, resulting in 48,500 change notices from the engineering division to planning and production.”
The first aircraft engines came off the assembly line in January 1944 and production quickly ramped up to 1,600 units a month. At its peak, the factory operated 24 hours a day and employed more than 10,000 people.
After the war ended, part of the Dodge-Chicago factory was used by Preston Tucker to produce his ill-fated automobile. During the 1950s, the facility became home to Ford Motor Co.’s Aircraft Engine Division, which produced J57 turbojet engines for the U.S. Air Force.

In this view from 1946, a fresh batch of Chrysler, Dodge and Plymouth sedans are ready to be loaded onto a lake freighter in Detroit bound for war-weary consumers in Buffalo and Cleveland. Photo courtesy AACA Library & Research Center
Roadsters to Rockets
Chrysler upgraded its manufacturing facilities after the war. The company bought existing companies for expansion, built new ones and modernized its existing facilities.
Chrysler quickly retooled its factories to produce stylish vehicles such as the Town & Country. The mahogany-trimmed convertibles and two-door sedans were especially appealing to Hollywood movie stars and wealthy car buyers.
However, a 104-day UAW strike crippled Chrysler in 1950. The ordeal disrupted production and led to the company losing its coveted second place in U.S. sales to a born-again Ford Motor Co.
At the time, the Dodge Division employed one-third of all of Chrysler’s workers, accounted for half its assets, and manufactured most of the parts and components for the other divisions.
Between January 1946 and January 1954, Chrysler more than doubled its useable floor space at its various plants from slightly more than 18 million square feet to nearly 38 million square feet, investing more than $500 million on new plants and production equipment.
When the inaugural Fortune 500 list debuted in 1955, Chrysler was ranked No. 6 among all U.S. corporations (General Motors was No. 1).
Throughout the “fabulous fifties,” Chrysler unveiled a variety of engineering advances and technological breakthroughs, such as Airtemp air conditioning, Auto Pilot cruise control, Hydraguide power-assisted steering, PowerFlite automatic transmission and “forward-look” body designs.
Arguably, the biggest development of all was the Hemi-head V-8 engine, which ushered in the muscle car era. Because it produced 20 percent more horsepower than competitive designs, the engine became a hit with hot rodders, street racers and NASCAR drivers.
The Hemi featured deep hemispherical combustion chambers that allowed for large valves. With the big valves, the high-compression engine’s large, unobstructed, low-turbulence ports contributed to its high-volume efficiency.
It helped Chrysler dominate the muscle car era, starting with the C300, which debuted in 1955. That was eventually followed by legendary niche vehicles such as the Plymouth Barracuda (1964), Dodge Charger (1966) and Plymouth Road Runner (1968).
Despite those high-performance innovations, Chrysler struggled to produce mass-market vehicles. Many consumers perceived the company’s products to be boxy and lacking features such as fully automatic transmissions.
“The transition to a new management team and new management structure was painfully slow and difficult,” says Hyde. “Chrysler Corp. also diversified in significant ways during the 1950s. The company did not do well, because its core automobile business did not fare well. Models suffered from serious quality problems due to poor design and shoddy assembly.”
Chrysler management decided to focus more effort on being a defense contractor. In fact, it soon played a pivotal role in the early U.S. space program and eventually became a major player in the space race.
“Chrysler’s baptism as a military missile contractor was in 1952, when the U.S. Army chose the company to help in the development of the Redstone missile,” says a PR booklet published in the mid-1990s entitled Chrysler Through the Years. “The surface-to-surface medium-range weapons system was created by Wernher von Braun and a group of German scientists who also developed the V-2 rocket during World War II.”
Chrysler assigned 26 engineers to work on the Redstone project with von Braun and his colleagues at the Redstone Arsenal in Huntsville, AL. As the program expanded, the automaker established a Missile Division and began assembling rockets at the Michigan Missile Plant in Warren, MI.
By the end of the 1950s, the facility employed almost 10,000 people. In addition to military uses, modified Redstone launch vehicles were produced for unmanned and manned spacecraft as part of NASA’s Project Mercury.
Chrysler also built a large electronics assembly plant close to the Redstone Arsenal to support its efforts. The Huntsville Electronics Division eventually expanded into a 420,000-square-foot, two building complex that also produced products for automotive applications. Among other projects, Chrysler Huntsville made the Telemetry Checkout System that Grumman Aircraft used to test the Lunar Excursion Module that landed on the moon in 1969.
Earlier that decade, NASA chose Chrysler’s new Space Division to produce 21 Saturn 1 and Saturn 1B launch vehicles for its Apollo program. The production site for each 80-foot rocket was the company’s 1.6-million-square-foot plant in the Michoud neighborhood of New Orleans, which previously assembled diesel engines for the M48 medium tank during the Korean War.
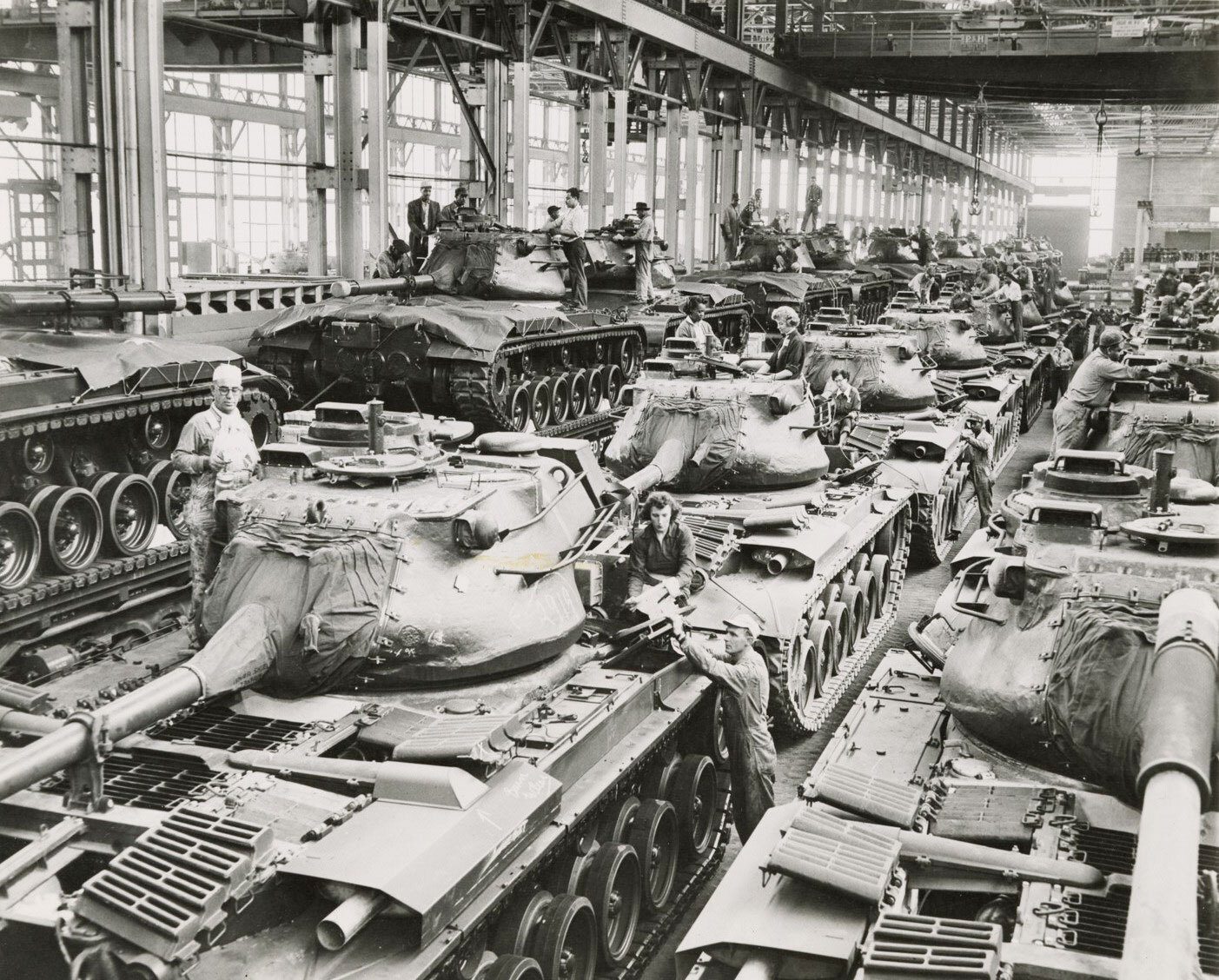
Chrysler engineers used toy models to lay out assembly lines at the Warren truck factory in the early 1950s. Photo courtesy Stellantis
Assembly Innovation
In the late 1950s, Chrysler began secret plans to develop a compact car with a team of more than 200 engineers. The result was the 1960 Plymouth Valiant. It featured a “slanted six” engine that was mounted on a chassis at a 30-degree angle to provide a low center of gravity and a low hood line.
The innovative vehicle also featured a unitized body construction, which eliminated the conventional frame. The unibody provided greater structural strength and interior roominess than was possible with traditional body-on-frame assembly processes.
Box members in the underbody absorbed driving, braking and suspension loads. Structural components such as front fenders and engine-support cross members were bolted on to facilitate servicing and reduce the cost of repairs to damage caused by collisions.
“Resistance to twisting and bending is as much as 150 percent greater than the frame-body designs still used on most other cars,” proclaimed Chrysler in promotional literature. It also pointed out that “the new four-door sedans show a 100 percent improvement over conventional body-and-frame construction in torsional rigidity and a 40 percent increased beam strength.”
Chrysler claimed that the stronger, quieter unibody was the “most significant quality advance in a decade,” with rattles and squeaks eliminated by 6,000 welds.
The unibody design forced Chrysler to build a new body shop at its East Jefferson Avenue factory in Detroit.
“A new ‘gate line’ was installed for framing the entire body, from floor pan to fenders, on a continuously moving line [that was 352-feet long],” explained an article in the March 1960 issue of Assembly and Fastener Engineering (the former name of ASSEMBLY magazine). “Along the line are 339 new welding machines having an average weight per machine of 685 pounds. There are 64 bases and 32 sets of side frame fixtures on the line where bodies are welded together.
“Practically all of the assembly and subassembly lines were relocated or altered. The final assembly line grew from a length of 1,000 to 1,972 feet. A total of 146 overhead conveyors were replaced by 127 new ones in a more efficient layout. Before the change, there were 27 miles of conveyors. These were replaced by 21 miles of new ones.
“The gate line for the Valiant holds all the basic parts. The front and rear floor pans are assembled first on what is known as the gate line base. This travels along a track on the floor. The sides of the [vehicle] are assembled in the gate itself—the left side assembled in the left gate and the right side assembled in the right gate.
“Each gate contains the cowl, side, roof rail, wheel housing, quarter panel and sill assemblies. The two gates travel from the sides and are locked to the moving base. The various body parts they hold in place are fitted like a key to a lock and welded.
“The base—traveling like a railway flat car—continues along the assembly line with the gates attached on either side as welders work inside and outside unitizing the various parts. Joining the unit at this stage is the dash cowl, top assembly, windshield header, rear window header, and upper deck and panel assembly.
Inspection System

Shiny new sedans are about to roll off the line at the Dodge Main plant in 1950. Photo courtesy AACA Library & Research Center
“Next, the shelf and the deck fit into place, and showers of sparks mark the welding process. Reinforcement assemblies, the tail panel and the roof are then integrated into the unit body as the gate line continues along its route.
“Next, the gates on either side are removed and they travel to another floor area to be fitted once again with the side parts of the Valiant. The base continues, and the side shields and front fenders are fitted. Then, the job of spot welding, arc and gas welding is completed on the unit body.
“The car proceeds—still on the base carriage—to the wire brushing stage and soldering and grinding. After this the hood, front fenders, doors and deck lids are fitted and the unit body is removed from the base to the metal finishing line.
“The gate-line system is enhanced by new heavy-duty welding—heavier guns with amperage raised to 75- and 150-kilovolt amperes (kVAs), while previous methods used only 50 kVAs. Higher quality welds are assured with this higher amperage and increased pressure.”
The article also explained how Chrysler engineers were using state-of-the-art fastening tools and processes to produce unibody vehicles such as the Dodge Lancer.
“Unibody construction actually enhances the importance of fasteners and focuses the spotlight on top quality parts and methods. With a super quiet rigid body, detachable units and the fasteners that hold them together had better be good.
“It is possible that with this radical change in the automotive industry, more attention will be given to strength of fasteners and proper torque.
“Where power tools are used on the assembly lines, torque ratings are established for each individual job by adjusting the tool to develop engineering specified tightness. Tools are preset when repaired and the torque setting is checked daily on more than 50 points of the car with a direct reading torque wrench.
“Hand tools and power tools are in use at various workstations along the final assembly, according to the practical needs of each station. Hand screwdrivers usually are employed by a workman who has one or two other job functions to perform. The rule is, however, that anywhere an air power tool will save time, use it.
“Special clips and fasteners are selected on the basis of four major qualifications. Each fastener must first of all do the job it is intended to do. It must be easily applied. It must be in line for cost. And, it must be easily installed within proper time limitations.”
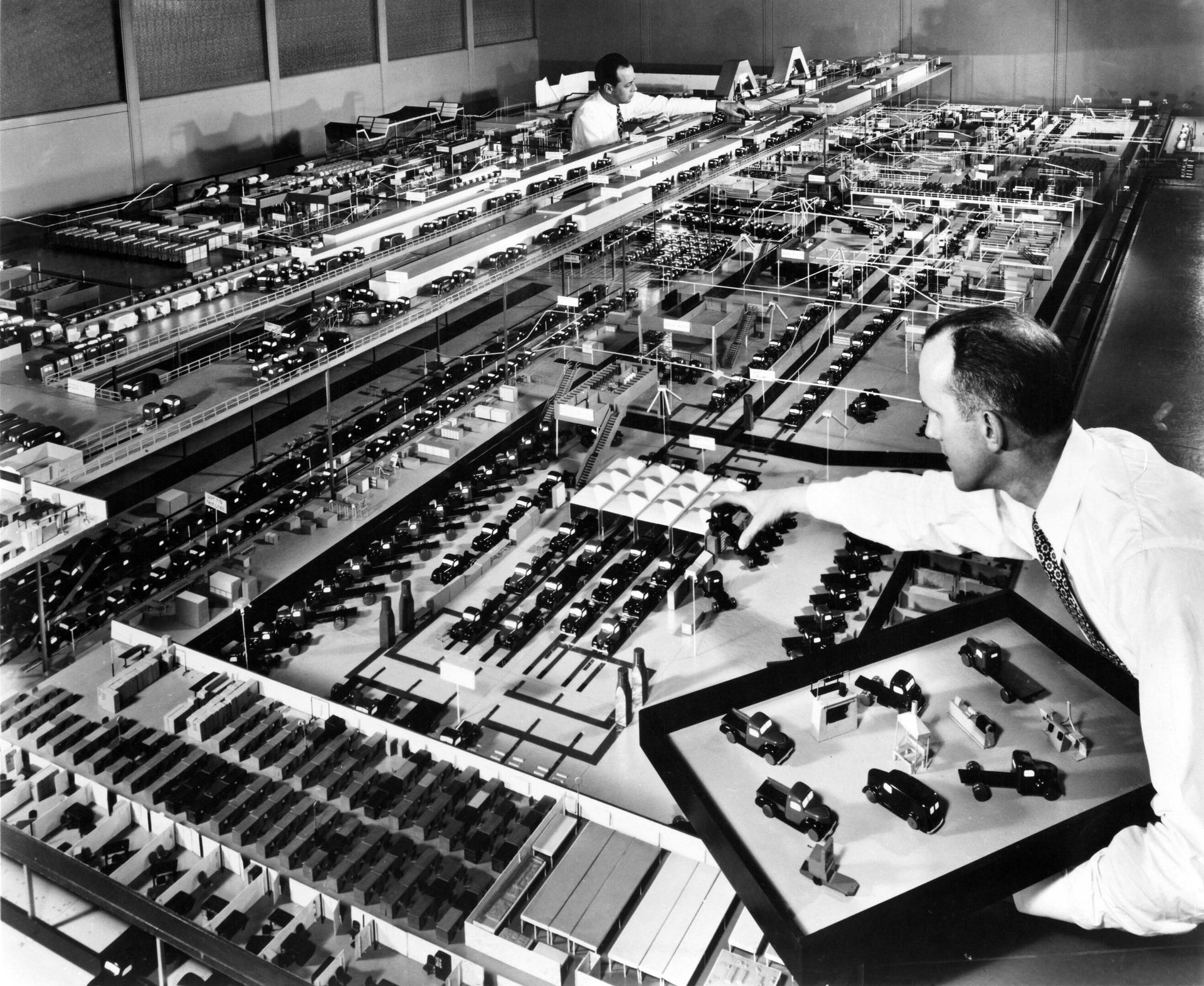
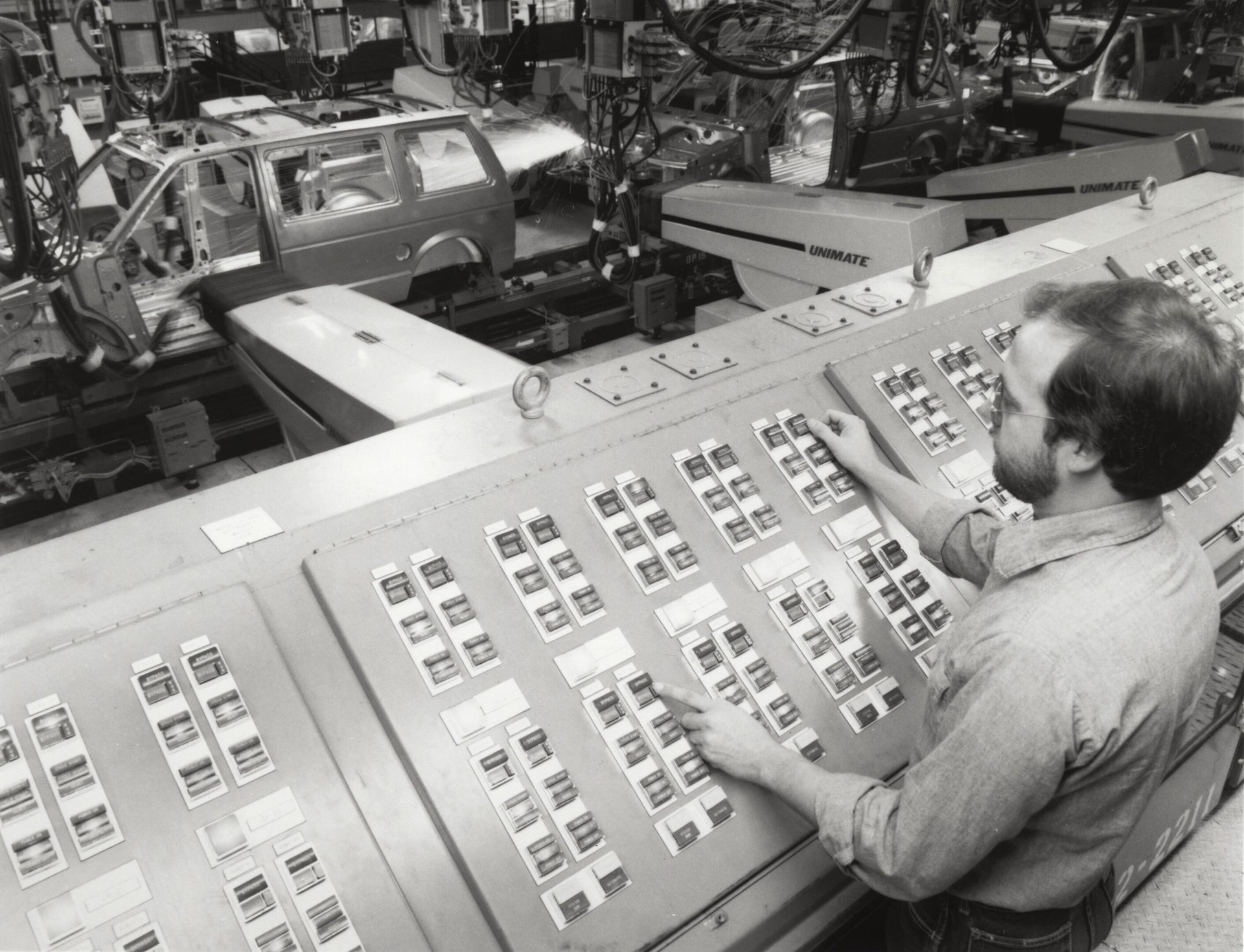
In the mid-1950s, this electronic control board regulated conveyors at the DeSoto assembly plant in Detroit. By manipulating switches on the state-of-the-art system supplied by the Jervis B. Webb Co., an operator could direct, reverse and redirect every conveyor inside the factory. Photo courtesy National Automotive History Collection, Detroit Public Library
Quality Crusade
Chrysler claimed the combination of unitized body construction and a vastly improved quality control program resulted in the best-built car produced by the company since it was founded.
However, by the early 1960s, Chrysler’s market share had declined from 20 percent in 1953 to only 8 percent. Its vehicles suffered from poor quality, with problems such as doors that didn’t fit and upholstery that wasn’t straight.
Clarence Bauer, director of quality control at Chrysler Corp., wrote an article in the February 1961 issue of Assembly and Fastener Engineering in which he outlined the automaker’s strategy to regain consumer confidence.
“Today, our Plymouth plant in Detroit could make 1 million cars without building the same kind of car twice,” boasted Bauer. “The average automobile assembly line that builds only one line of cars must handle 8,000 different parts and assemblies. A two-shift production day at the rate of 60 cars per hour, consumes 2,000 tons of material consisting of 7,700,000 separate pieces ranging from a bolt to an engine.
“Volume presents another problem, [with numerous] quality control problems associated with volume automotive manufacturing. We have to inspect, conservatively speaking, 45,000 potential trouble spots. We have to make sure that parts made at lightning speed are quality parts. Moreover, final assembly moves in an unalterable sequence.
“Under these conditions of complexity, movement and assembly line manufacture, automotive quality control can make only limited use of automated testing and checking equipment. Other industries can use automated quality control extensively. In an automobile assembly plant, on the other hand, at almost every step, the human hand, eye and mind are indispensable.
“For example, in welding operations we make use of automated equipment that guides two or more pieces of metal together. Another machine determines that the weld has been made and how deep it has been made. But, it takes a man with a simple hammer and chisel to determine whether the weld will hold.
“Because of the vast importance of the human element, and because of the complexity and speed of the operation itself, we live by the principle: ‘Make decisions at the lowest possible level.’
“At Chrysler, we have the kind of quality control organization that responds to the special problems of automotive manufacturing. We know that these problems aren’t solved by slogans.
“It is necessary to fix responsibility for quality. And this responsibility is departmental. Product engineers must carry the responsibility for the quality of design. The purchasing department must carry the responsibility for the quality of purchased materials.
“Chrysler’s quality control organization has a staff function. It aids each department to assume its responsibilities by defining what these responsibilities are.

During the 1950s and 1960s, Chrysler was a major producer of missiles and rockets. Photo courtesy Stellantis
“Our organization also has a line function. It operates at three levels: corporation, division or group and plant. At the plant level, we have established quality engineering on par with inspection. The quality engineers, working with the data given them by inspectors, are not only eliminating costly bugs from the assembly lines, but are also preventing them from ever getting into the line.
“One of the most important quality control features of the assembly operation is to have quality inspections at strategic points as the car is being built. [At the Plymouth plant] cars leave conveyors midway through the assembly process to receive their mechanical check out. In this way, the engine, transmission and all parts which make the car move are proved before the rest of the car is built. This permits easier checking and adjustments.
“There are 17 inspection stations located at key points along the line where 210 quality control inspectors check over every car. Five of the 17 stations are called master stations. It is at these five points that [individuals] are called buy-off inspectors. They go over the entire car as assembled up to that point and either ‘buy’ or ‘don’t buy.’ If they don’t buy, the car goes back into the line for complete rework. Otherwise, it continues down the line.
“The first buy-off is at the end of body-in-white. At the second, the paint write-up is prepared and travel tickets are attached to each car. These travel tickets contain all inspection notifications and corrections. The third buy-off is where the underbody, hardware, motor and chassis are checked. The fourth is the functional roll test to check engine, transmission, rear axle, the lighting system and all other moving parts.
“The final buy-off point is the inspection at the special conditioning line where corrected work has been done. If all inspectors buy the car, it is ready for shipment.
“Quality control boards are placed in view for all employees at 26 points throughout the assembly line. These charts are updated every two hours by a sampling of 20 cars picked at random out of the line. This sampling is taken four times during each regular working shift. At the end of each day, a daily rating sheet is given to each foreman showing quality of every component and the automobile as a whole.”
Among other quality initiatives, Chrysler engineers also focused on screws, nuts, bolts, studs, clips and other fasteners used on their assembly lines.
To bolster consumer confidence, Chrysler offered an extended warranty on all 1963 model passenger cars. It provided five-year or 50,000-mile coverage on power train components.
Around the same time, Chrysler became heavily involved in NASCAR racing to improve its public image. The company also acquired five mainframe computers at its corporate headquarters to track quality and performance.

This scene from 1959 shows sedans and station wagons being produced at Chrysler's new assembly plant in Fenton, MO. Photo courtesy State Historical Society of Missouri
Globe Trotter and Boat Builder
During the “swinging sixties,” Chrysler expanded its global footprint through a series of strategic alliances and acquisitions. To establish a presence in Europe, the company made several unsuccessful efforts to buy automakers such as BMW, Leyland, Mercedes-Benz, Rolls-Royce and Volkswagen.
Chrysler eventually agreed to acquire a 25 percent stake in Simca, a small French manufacturer. At the time, it was the largest privately owned automobile company in France and the second largest in terms of production.
Next, it purchased a minority interest in Rootes Motors Ltd., the fourth largest British automaker, with popular brands such as Commer, Hillman, Humber, Sunbeam and Talbot. The company’s high point occurred in 1968 when a Hillman Hunter won the grueling London-Sydney marathon rally, beating other automakers such as Ford, Mercedes-Benz, Renault and Volvo.
Chrysler also bought a 40 percent interest in Barreiros Diesel, a Spanish truck manufacturer. And, in 1971, it acquired a 15 percent interest in Mitsubishi Motors Corp.
“Chrysler bought an interest in Simca to establish a position in the European market and to gain a supply of small cars to sell in the United States,” says Hyde. “Much of Chrysler’s growth in the 1960s and early 1970s came from its overseas operations.
“Chrysler’s two large European operations dominated the scene,” Hyde points out. “In 1967, for example, Rootes and Simca accounted for 80 percent of production outside of North America.”
In the mid-1960s, Chrysler also made a big splash in the recreational boating industry. The company had actually been building a popular line of marine engines since 1927, because Walter Chrysler was an avid boater. Several years later, it started to mass-produce six- and eight-cylinder engines for marine use.
By the late 1940s, Chrysler controlled 40 percent of the market, supplying inboard engines to boatbuilders such as Chris-Craft Corp. The marine products were made at the Jefferson Avenue plant in Detroit. In 1953, production moved to a new engine factory in Trenton, MI.
A dozen years later, Chrysler acquired West Bend Outboard and its 590,000-square-foot factory in Hartford, WI. The company, which had a lucrative contract with Sears, Roebuck & Co., became a new division dubbed Chrysler Outboard Corp.
Also in 1965, Chrysler purchased the Lone Star Boat Manufacturing Co. and its assembly plant in Plano, TX. The company was renamed Chrysler Boat Corp. and began producing a variety of cruisers, fishing boats, runabouts and sailboats.
By paying more attention to electrical wiring and other engineering details than its competitors, Chrysler was able to capture a whopping 45 percent of the marine market.
Chrysler was attracted to Lone Star because of some new manufacturing processes that it pioneered. At the time, the boating industry was converting from traditional wooden hulls to fiberglass and aluminum designs that were easier to mass-produce.
Lone Star used a process called Foam-Pac on most of its fiberglass boats. It involved riveting and sealing deck and hull sections, then coating surfaces with gelcoat. A rigid polyurethane foam was also inserted between the floor and hull, which made boats stronger, quieter and virtually unsinkable.
To produce aluminum boats, Lone Star engineers used a process called Armor-Hull. Deck and hull sections were formed on a large press, while parts were joined with heli-arc welders to produce smooth seams. Polyurethane foam was poured between the floor and hull, while paint was heat-treated to resist corrosion.
By 1969, Chrysler was producing 46 boat models and 40 different engines at state-of-the-art factories in Texas, Wisconsin and Ontario.
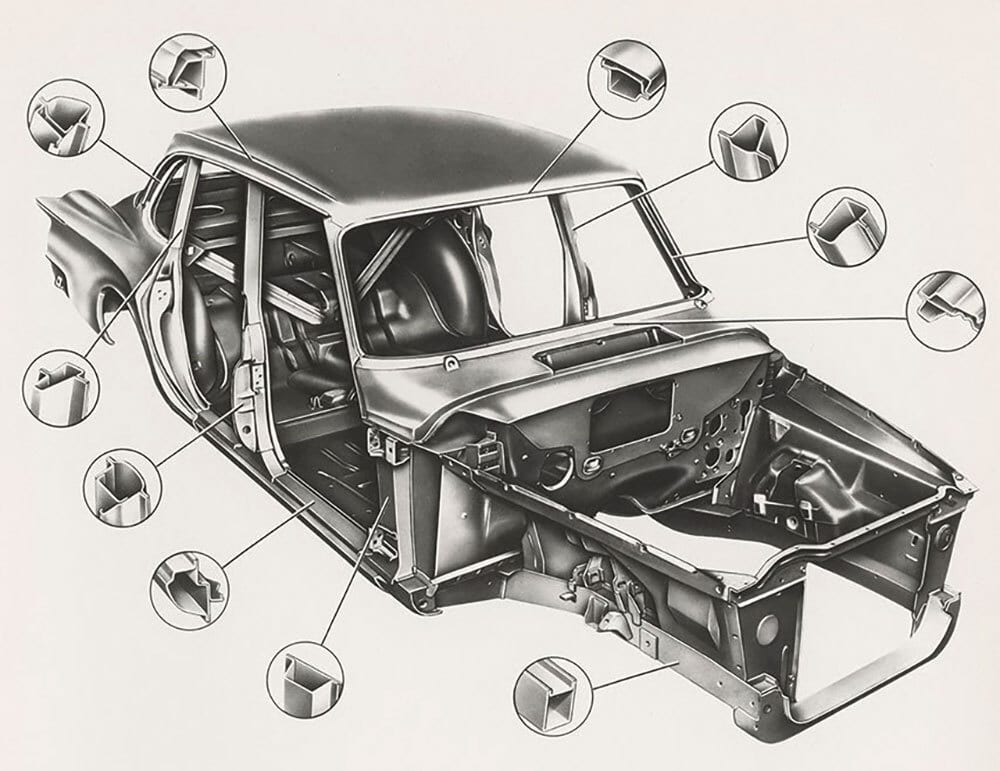
The 1961 Dodge Lancer featured full unibody construction, which provided greater structural strength and more interior roominess than conventional designs. Some structural components, such as front fenders and engine support cross members, were bolted on to facilitate servicing. Illustration courtesy AACA Library & Research Center
Electronics Pioneer
The 477,000-square-foot operation in Plano was spun off in 1980. By that time, Chrysler had also become a major player in the electronics industry. Its state-of-the-art facility in Huntsville featured automated assembly lines.
The factory was equipped with robots that assembled and tested spark control engine components used in all Chrysler, Dodge and Plymouth vehicles. The Huntsville operation included 18 robots for loading and unloading electronic components, in addition to vision systems that could identify up to 200 different part numbers. It was Chrysler’s largest robotic installation outside of its automotive assembly plants.
“The Chrysler Corp. is counting heavily on electronics to help it regain its image as an engineering innovator and to give its automobiles a much‐needed sales edge,” explained an article in the Aug. 13, 1979, issue of The New York Times. “The financially ailing company’s efforts to apply electronic technology to automotive control systems and instrumentation are centered [in Huntsville] in a facility that was once part of the space program.
“Electronics have become an important part of automobile technology in this decade, replacing mechanical controls for ignition, fuel delivery, transmission and the power train.
“According to the engineers here, electronic components are the most progressive avenue to pursue in developing low‐cost ways of getting engines to perform increasingly complex and difficult tasks.
“One such development is the trend toward on‐board computer systems that improve fuel efficiency and control emissions. With the industry inclined toward using advanced three‐way catalytic converters—which require precise air‐fuel ratios—to meet stiffer emissions standards, engineers say that only electronic systems can perform the job successfully.

“Although Chrysler was the modern-day leader in applying electronic technology in 1960, when it installed the first alternators, its larger competitors have caught up rapidly.
“One of the products being assembled in the huge manufacturing rooms here is a trip computer [that] can provide a range of information at the touch of a finger—how much gasoline is left in the tank, how many miles have elapsed, how many are left to travel, what the current miles-per-gallon consumption rate is and, based on the time of departure, the estimated time of arrival for a given destination.
“And on a nearby assembly line, radios are being put together that can be programmed to search for a specific station, for example. Among the more exotic electronic computer options that Chrysler has developed is a timed rear‐window defogger. Chrysler’s engineers here are even pursuing the elusive sensoring system for signaling drivers when their tires are low on air.
“The technology being developed here is considered an integral part of Chrysler’s overall new‐product planning. This represents a major change in corporate thinking from a decade ago, when Detroit planners were wary of trying to transfer space‐age electronics to automobiles.
“With three major expansions, the Huntsville Electronics Division has grown to a 420,000-square-foot, two building complex. Employment is now at about 1,600.
“Although manufacturing products to make Chrysler competitive in the automotive business still ranks at the top of the division’s priorities, [it is looking at] outside markets to fill the growing need for electronic components and to maintain the level of growth that the division has experienced. [It] is already making audio equipment for American Motors Corp. and selling electronic equipment to Volvo and Peugeot.”
In 1986, Chrysler announced that it would expand its Huntsville complex, creating the $65 million Chrysler Electronics City to build electronic parts for automotive, commercial and military uses. At the time, the company noted that automotive use of electronics was “practically nothing” in 1970, but $350 per car by the mid-1980s.

This scene from the 1970s shows assembly robots in use at Chrysler’s electronics plant in Huntsville, AL. Photo courtesy AACA Library & Research Center
Remarkable Renaissance
By the end of the 1970s, Chrysler was plagued by mismanagement and a series of blunders. That ended when a former Ford engineer who rose through the ranks to become its president was hired to save the struggling company. Lee Iacocca was known in the auto industry as the driving force behind the Mustang, along with fellow engineer Hal Sperlich.
When Iacocca took over the reins at Chrysler in late 1978, the 53-year-old company was on the verge of collapse. But, he led it through a remarkable turnaround starting with a restructuring process that included $1.5 billion in federally guaranteed loans as part of a $3.5 billion aid package.
“It’s important to have Chrysler preserved as a viable, competitive entity, not only to protect jobs involved, but to protect the competitive nature of the American automobile industry in its competition with foreign suppliers and in the provision of good products at a competitive price for the American consumer,” said President Jimmy Carter, when he signed the Chrysler Loan Guarantee Act on Jan. 7, 1980.
The gamble paid off, and in 1983, Iacocca announced with pride that Chrysler was repaying the loans seven years early. The U.S. government realized a $350 million profit from the deal.
Iacocca didn’t just lead Chrysler; he was its pitchman. At a time when U.S. automakers were just beginning to feel the strength of Japanese competitors, Iacocca aligned buying cars made domestically with American patriotism.
Throughout the 1980s, Iacocca appeared in a series of TV commercials proclaiming “the pride is back” at Chrysler. He also voiced what was to become his trademark phrase: “If you can find a better car, buy it.”
As CEO, Iacocca sparked a Chrysler renaissance with hits such as the K-car and the minivan (both vehicles were also the work of Sperlich). Those innovative designs required the automaker to invest heavily in quality control and robotics technology.
In the late 1970s, Chrysler spent $57 million to renovate its Lynch Road assembly plant. The highlight was 14 Unimate welding robots, which a press release proclaimed were the “first fully automatic welders in a Detroit car assembly plant. When operational, they will make more than 450 welds in bodies that will become the all-new, full-size Chrysler New Yorker and Newport, and Dodge St. Regis automobiles.”
In June 1979, Iacocca announced plans to produce K-cars (front-wheel drive compact vehicles) at the Jefferson Avenue plant in Detroit. Chrysler spent $100 million revamping the aging plant, which was equipped with 90 Unimate welding robots; an automated, modular Comau RoboGate framing system; and a variety of computer-controlled quality control systems.
“Other major investments in plant and equipment included $120 million at the Kokomo, IN, transmission plant to make transaxles for the K-car and $150 million at the Trenton, MI, engine plant for the 2.2-liter four-cylinder engine that would be standard equipment on the new models,” says Hyde.

In the late 1970s, Chrysler installed Unimate welding robots at its Lynch Road Assembly Plant in Detroit to produce full-sized New Yorker and Newport sedans. Photo courtesy AACA Library & Research Center
The K-car is credited as the vehicle that quickly and single-handedly brought the company back to health. But, Hyde says it went through a rocky path. For instance, “the factory experienced production glitches with the new robotic welding system.”
“The new robots do not really look like Frankenstein’s monster, or like Artoo Deetoo in ‘Star Wars,’ but rather like a row of giant birds,” noted an article in the Dec. 8, 1980, issue of Time magazine. “They poke their 9-foot-long, rubber-sheathed necks toward the row of automobile frames. From their beaks, a blinding shower of sparks streams forth. The escape of compressed air creates a loud hissing sound.
“This is Chrysler’s sprawling 145-acre Jefferson plant in East Detroit, where the trouble-ridden firm is building the new K-cars—the Plymouth Reliant and Dodge Aries—that it hopes will save its future. Once 200 welders with their masks and welding guns used to work on such an assembly line.
“Here there are no welders in sight; there are only 50 robots craning forward, spitting sparks. They work two shifts, and the assembly line’s output has increased by almost 20 percent since the robots arrived earlier this year.”
Several years later, Chrysler engineers used the latest robotic technology to produce the groundbreaking minivan. The small, front-wheel-drive vehicle that could easily fit inside a garage pioneered an entirely new segment in the auto industry.
The first models of the Dodge Caravan and Plymouth Voyager rolled off the assembly line in Windsor, ON, on Nov. 2, 1983. The minivan proved so popular that it eventually replaced the ubiquitous station wagon in American driveways and became a cultural icon.
“The minivan required an investment of nearly $700 million, including the $400 million Chrysler spent to modernize and automate the Windsor assembly plant that built it,” says Hyde. “Most of the investment in Windsor was tied up in 125 robots and a $110 million paint shop.”
Various welding operations in the plant put 3,800 spot welds on each body. The Windsor Assembly Plant featured 58 robots on its robogate welding line. The high-tech system applied spot welds to 97 percent of each minivan.
An additional 67 robots were used to braze, paint, seal glass and transfer assemblies. The facility also was an early adopter of an optical laser gauging system developed by Perceptron Inc., which was a start-up company at the time. The system used 14 cameras to automatically check the dimensions of all front doors and side body panels. Chrysler claimed that it was the first such application of the technology in the auto industry.
Modern Manufacturing Methods
The architect behind much of Chrysler’s production success in the 1980s was Richard Dauch, a former engineer at General Motors and Volkswagen of America. Iacocca hired him in 1980 as executive vice president of diversified operations, but he eventually became executive vice president of manufacturing.
Dauch planned and directed the implementation of Chrysler's just-in-time materials management system and three-shift assembly system capability. Under his leadership, the company doubled productivity and reduced first-year warranty claims by 65 percent.
Aggressive application of robotics, along with other actions, had a dramatic impact on Chrysler’s quality and productivity performance.
“K-car production was distinct from that of earlier Chrysler products in that the company and the United Auto Workers union established a cooperative joint program to improve quality,” says Hyde. “It involved joint union-management meetings to discuss quality issues and the establishment of a quality committee at each plant. The key was worker input into changing production practices to improve quality.”
From 1980 to 1985, quality, as measured by the number of defects per 100 vehicles, improved by 42 percent.
Chrysler invested $400 million to modernize and automate the Windsor assembly plant to build its trendsetting minivan in the early 1980s. Photo courtesy AACA Library & Research Center
An article in the May 19, 1986, issues of The New York Times described Dauch as “the man turning the company’s factories inside out as he brings a combination of high technology and industrial discipline to the assembly lines. [He is] revolutionizing the company’s factories, transforming plants that were dirty, inventory-clogged monuments to stagnant technology into gleaming facilities with sharply increased productivity.
“[A former college football player], Dauch sees many parallels between the determination, organization and skill needed to win football games and the ability to manage complex factories with hundreds of millions of dollars of machinery and thousands of employees.
“At Chrysler’s three most recently converted plants, Dauch has established a system he calls in-line sequencing. It means that once a car or truck starts down the production line it stays in sequence with the one in front and in back until it rolls off the end of the line as a finished product.
“There are no repair bays alongside the line, which is traditional in the industry. There are also no inventories of partly finished cars that can be used to keep part of an assembly line going if a machine breaks elsewhere in the plant.
“If a defective part is delivered or a machine fails, an entire plant is shut down at a cost of hundreds of thousands of dollars an hour. The system is deliberately designed to increase the pressure to do things right the first time.
“‘It is an absolutely demanding discipline to run a vehicle assembly plant at 1,000 vehicles a day, with everything in sequence,’” Dauch said. “Japanese auto companies have virtually eliminated repair areas, and the other domestic companies are moving in that direction. But, Chrysler has carried the process farther than any other company. The payoff is in lower inventory costs, reduced man-hours per vehicle and better quality.
“Chrysler was carrying $1.5 billion in inventory in 1980 when it was making 4,000 vehicles a day. Now, the company only has $500 million in parts stocks, even though production is close to 8,000 vehicles a day. Total labor hours per vehicle have been cut to about 100 from 175.”
Chrysler’s investment in Mitsubishi also paid dividends by introducing engineers to lean manufacturing techniques.
“Flexible manufacturing, pioneered by Chrysler in the late 1980s and throughout the 1990s, was a set of practices meant to allow the same assembly line to make different vehicles, without changing tooling,” says Zatz. “By 1995, Chrysler could make completely different vehicles on the same line, without delays. They could pilot one vehicle while producing three others.
“The flex manufacturing approach, imbued with long-term thinking and systems design, first launched with the Jeep Grand Cherokee at the new Jefferson North plant in Detroit in the early 1990s,” explains Zatz. “It was then part of every new car launch.
“When assembly lines for existing vehicles stopped, the factories were stripped out, and the extra stations and flexible robots were added,” Zatz points out. “The new carriers were pallets or platforms on which the bodies rested, so the actual dimensions of the vehicle were less important.
“The setup required flexible robots and computer networks,” says Zatz. “Before that, flexible plants did exist, but they had humans making various types of cars and mistakes were fairly common, such as having Dodge name badges on Plymouths or mismatching mirrors. By the 1990s, Chrysler was able to tap fast computer networks, as well as bar codes and radio identification tags.
“Vehicles were moved from station to station by carriers, which usually had four points supporting the body as it was built,” notes Zatz. “Keeping the same points on different bodies allowed for a good deal of variation.
“Flexible body shops had no huge fixtures and jigs engineered to create a single part or vehicle,” says Zatz. “In the Belvidere, IL, plant, which made the Jeep Compass, Jeep Patriot and Dodge Caliber based on the same essentials, but in very different forms, the same robot could easily weld a part for each of the three, one after the other.
“Platforms were redefined as dimensions shared between different ‘top hats’ (upper bodies) and collections of hard chassis parts,” adds Zatz. “That provided the opportunity to have far more variation between cars made on the same line without having to stop to retool. While earlier platforms had been defined by some possibly odd measures, like the tilt of the windshield, they now only represented hard points and space.”
NOTE: Part 1 of this article, focusing on 1925 to 1940, appeared in the November 2025 issue of ASSEMBLY.

ASSEMBLY ONLINE
For more information on the history of American auto manufacturing, visit www.assemblymag.com to read these articles:



