MONTH 2023

Plastic and Metal Welding
Labor shortages are driving new demand for automation.
Options for Screwfeeding
Cold welding can be used to join similar and dissimilar materials, such as copper to aluminum. Photo courtesy Manufacturing Technology Inc.
Cold welding is a solid-state process for joining two pieces of metal together with high pressure.
Cold
Join Ductile Metals With
Welding
Sarah Breckon // PrimeWeld // Blackwood, NJ
The word “welding” conjures images of red-hot steel, molten metal and flying sparks. However, there is a type of welding that occurs with no heat: cold welding.
Most welding processes require heat from an electric arc, the flame of a torch, or a furnace to bring the base metal and filler metals to a molten state. With cold welding, the metal is not heated to a molten state. The term “cold welding” is sometimes used in arc welding to mean welding at lower amperages and heat inputs to minimize distortion, burn-through and other flaws. However, it is not true cold welding.
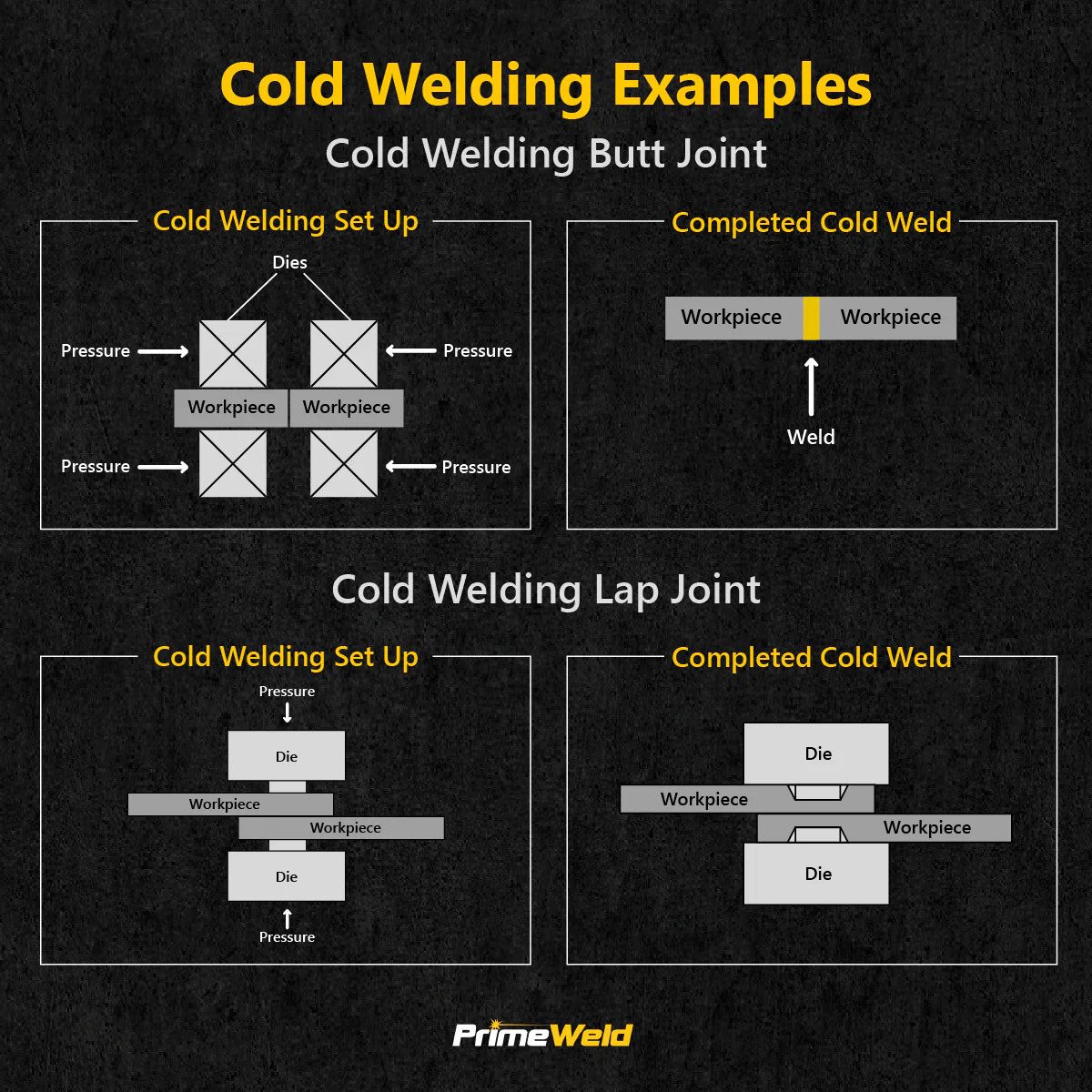
Since cold welding presses metals together, it can only be used to create lap joints and simple butt joints. Welding large parts or anything with varying shapes is difficult. Photo courtesy PrimeWeld
Also known as cold pressure welding, contact welding or cold forge welding, cold welding is a solid-state process for joining two pieces of metal together with high pressure. The pressure causes the metal atoms to deform, flow and come into intimate contact. The atoms come so close together, in fact, that they form a metallurgical bond, similar to how a single piece of metal behaves. As such, it requires surfaces to be perfectly clean and free of oxides, and it works best on flat parts made from ductile metals, such as aluminum and copper.
The welded joint has the same characteristics as the base metals. The two pieces become a homogeneous mass, making it difficult to find the joint line and differentiate between the two original pieces.
The concept dates to around 700 B.C., when metal workers would simply hammer metals together, typically gold. Archeologists have discovered gold boxes and tools made with the cold welding process.
The first recorded use of cold welding took place in 1724, when John Theophilus Desaguiliers, a clergyman, engineer and colleague of Sir Isaac Newton, tested the theory of cold welding by twisting two lead balls together. While testing the bond he had achieved, Desaguiliers was surprised to find that it was of the same strength as the parent metal.
To cold weld effectively, it is essential for the surfaces of both metal parts to be perfectly clean and free of oxides. In fact, in some applications, the parts to be welded are placed in a vacuum chamber after cleaning to prevent surface oxides from reforming.
Advantages and Limitations
Cold welding is ideal for joining metals and alloys when the high heat of traditional welding methods could compromise the integrity of the materials. The process is particularly effective for joining gold, zinc, silver, brass, copper and aluminum, especially grades that are deemed non-weldable with traditional methods.

The process is often used to bond dissimilar metal parts, like copper wires to aluminum fittings in electrical applications. It’s also used in the aerospace industry to bond metals such as stainless steel or copper to aluminum. Trying to join dissimilar metals with conventional welding processes can result in heat-affected zones and brittle bonds that would be subject to failure.
As with any welding technique, the cold welding process comes with advantages and limitations.

Cold welding is a solid-state process for joining two pieces of metal together with high pressure. The pressure causes the metal atoms to deform, flow and come into intimate contact. The atoms come so close together, in fact, that they form a metallurgical bond. Photo courtesy Moojin Service
On the plus side, cold welding can join dissimilar metals, which is often tricky with conventional welding. Another benefit is that it can be used in clean environments, unlike other welding methods that produce fumes, sparks and debris. And, unlike traditional welding, cold welding doesn’t create a heat-affected zone, therefore avoiding changes to the metallurgical structure of the parts, which can lead to stress and potential failure.
Cold welding is also useful for joining small, thin wires and small plate and sheet sections—tasks that might be challenging with welding processes that generate a lot of heat. This makes it suitable for applications where precision and delicacy are crucial.
A distinguishing feature of cold welding is that it does not require a shielding gas. With conventional welding processes, a shielding gas is crucial to protect the molten weld pool from atmospheric contaminants. Similarly, cold welding does not use welding rods, filler metals or electrodes.
On the down side, cold welding only works with metals that are highly ductile, so it isn’t suitable for hardened metals or alloys with high carbon content.
Prepping the joint is crucial in cold welding. The joining surfaces must be perfectly flat and smooth. Any irregularities or gaps can result in a weak or defective bond.
Joint design is another limitation. Since the technique presses metals together, it can only be used to create lap joints and simple butt joints. Welding large parts or anything with varying shapes is tough or impossible.

Cold welding does not necessarily require a press. In some cases, a simple hand tool can provide enough pressure to cold weld two metal wires. Photo courtesy Jieotwice
Equipment and Tools
A distinct advantage of cold welding is it doesn’t rely on machines that require large amounts of electricity. Modern cold welding applications use tremendous amounts of pressure applied in a vacuum. The most common usage of cold welding involves a portable, sometimes even handheld, device to join or cold weld copper wire.
Cold welding machines vary depending on the materials to be welded and the size and shape of the parts. For instance, a cold welding machine to join copper wires to aluminum parts may be a handheld device. For cold welding larger parts, a large stationary machine may be necessary. In these instances, the metal parts are placed in a die on one side and pressed tightly against the other piece being joined. Under enough pressure, a tight bond at the atomic level is formed between the two metals.
One advantage of cold welding is the small number of tools required. A wire brush, sanding pads or grinding discs, and possibly some cleaning solvents and rags are typically all that is necessary to prepare the parts for joining.
Since there are no sparks, fumes and other hazards associated with cold welding, the personal protective equipment (PPE) required is less extensive than that for conventional welding processes. If power tools are used to prepare the materials, workers must wear safety glasses and possibly respiratory protection. If cleaning solvents are used, manufacturers should check the supplier’s recommendations for PPE. Rubber gloves, safety glasses and respiratory protection may be advised.
Cold Welding Step by Step
Cold welding is a three-step process.
First, prepare the work area and materials. Material cleanliness is vital. Workers must carefully clean and remove the oxide layer on the surface of the parts with a wire brush, fine-grit sanding pads or grinding discs, or even degreasers or solvents, such as acetone.
Next, operate the welder. Parts are typically fed into a welding machine from the sides and placed in a die. The pressure brings the metal together so firmly that any gaps in the connection are effectively pressed out, and the parts are so tightly fused together that there is an almost total fusion bond between the two.
Once the bond has been established, the assembly can be removed from the machine. Any surface residue or abnormalities that the welding operation has created should be chipped away. In most cases a small, handheld wire brush will be sufficient for this.
There are some inherent challenges in cold welding. If your operation struggles to achieve the desired bond or if the weld fails, consider the following.
One of the more common causes of failure in cold welding is insufficient prep. If oxides or other impurities are present in the joint, these impurities will prevent a solid metallurgical bond from forming. Prepping the material properly will solve most problems.
As with any other process, ensure the equipment is in proper working order. Any dirt, debris, or other contaminants that keep the pieces from being held in firm contact will lead to an unsatisfactory weld.
Inspection System