
FACTORY OF THE FUTURE
By Jim Camillo // Senior Editor // camilloj@bnpmedia.com
Like other transformative technologies, artificial intelligence presents manufacturers with unique challenges to overcome for successful implementation.
Meeting the Challenge of Implementing AI
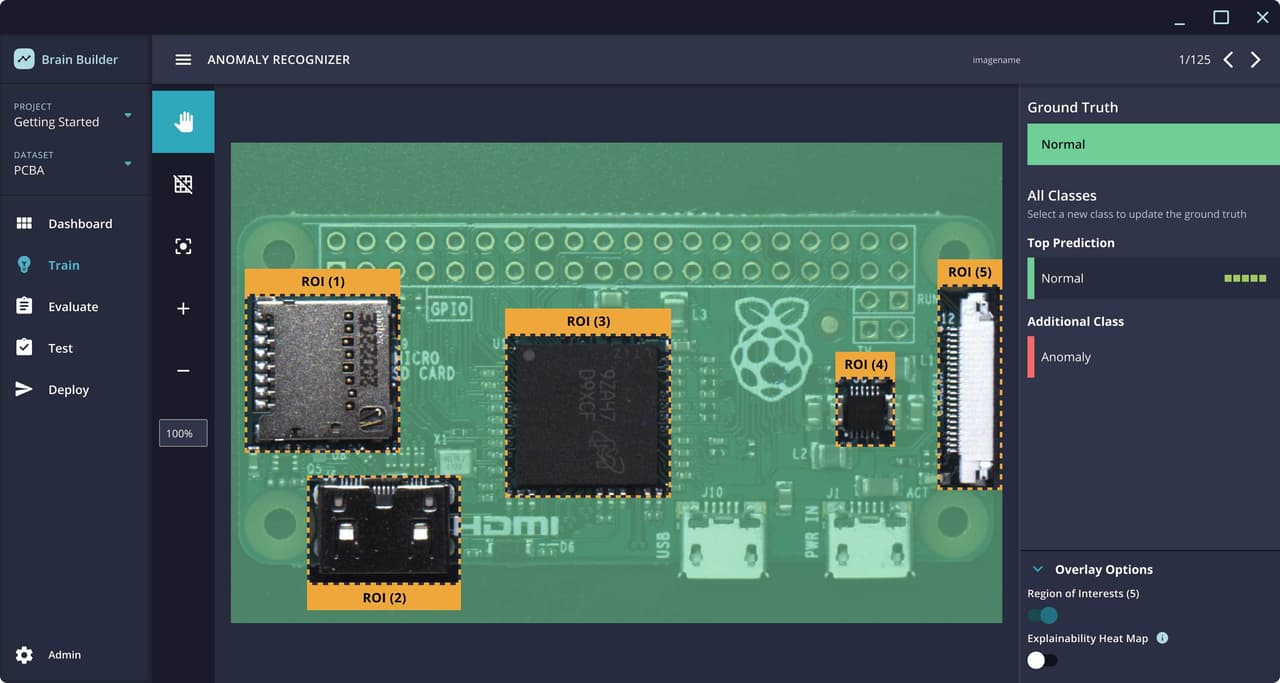
Camera-hardware agnostic, VIA vision inspection software quickly identifies defects in all types of parts.
Photo courtesy Neurala Inc.
Artificial intelligence (AI) is quickly becoming a manufacturing and mainstream technological superstar—a rare achievement indeed. Consider some recent Internet stories highlighting AI’s applicability to everyday life. The technology reportedly can now:
boost sales of consumer products and prevent purchasing fraud in real time;
help the United States Postal Service speed up the packaging process for costumer orders;
direct drones to inspect and repair offshore wind farms in South Korea;
warn firefighters of burning building flashover, where a room or area is suddenly engulfed in flames due to thermal radiation feedback; and even
objectively measure the public’s emotional confidence in the COVID-19 vaccine.
These, and many other, commercial uses of AI complement its growing use (and more-proven track record) in the manufacturing world. Several companies in varied industries regularly rely on AI to perform predictive maintenance, improve part and product quality through enhanced vision inspection, optimize assembly processes and increase cybersecurity of their stored data.
On the production line, for example, AI is enabling six-axis robots at Ford Motor Co.’s Livonia, MI, plant to assemble transmissions. The robots are programmed with robot-agnostic AI software to build transmissions for the Bronco Sport, Escape and Edge.
With help of AI software, robots can actually predict how they should assemble components in the next transmission based on their previous performance. Ford plant managers have observed a 15 percent improvement in cycle time and more than a 50 percent reduction in adapting to new products, compared to the previous manufacturing method.
“AI is not meant to be a black box,” says Richard Lebovitz, CEO of LeanDNA. “Its main purpose is to take end-users on a clear journey to automate manual processes and make smarter operational decisions step by step. The manufacturers we work with stay focused on achieving this result, which brings with it company-specific benefits such as inventory optimization and cost savings in production processes.”
The path to implementing AI to obtain such benefits isn’t always an easy one, however. Implementation often presents numerous challenges, regardless of industry or company size. The good news is that more and more manufacturers are overcoming these challenges, making them great examples of how aspiring companies can implement AI in their facilities.
Some Really Big Barriers
Lockheed Martin, in collaboration with NEC Corp. of America, is applying AI and machine learning for system diagnostics during the production of NASA’s new Orion spaceship for the Artemis missions.
Photo courtesy Lockheed Martin Corp.
AI developers, end-users and industry analysts cite a wide array of obstacles that can prevent proper implementation of the technology. One is legacy equipment that is incapable of connectivity.
“In the manufacturing machinery market, lack of system interoperability is common,” says Ryohei Fujimaki, Ph.D., founder and CEO of dotData, a company that specializes in providing data science automation. “The right way to approach this problem is to install components that use standard rules and frameworks to connect to PLCs and enterprise resource planning (ERP), manufacturing execution system (MES) and supervisory control and data acquisition (SCADA) software.”
Fujimaki says another barrier is the inability of key plant personnel to access and leverage data. Harsh operating conditions may be a good reason for a manufacturer’s IT and OT teams to send data to the cloud, while security concerns may be a reason for them to keep the data on-site. Further data-storage complications can arise when the manufacturing site is remote.
Regardless of the situation, personnel must always have full access to data in a computerized maintenance management system to perform AI-based advanced analytics. This system may require database connectors or custom scripts.
“Pre-manufacturing part logistics should never be minimized or overlooked,” explains Jonathon Caldwell, vice president of business innovation, transformation and enterprise excellence at Lockheed Martin Space. “Manufacturers need to make sure that their incoming parts meet all specs and tolerances, in order to accurately gain the data needed for AI analysis. Equally important is properly training the machine-learning algorithms you’re going to use, and doing so early on, to ensure reliable analysis.”
Too often, manufacturers new to AI have a science-fiction-based or unrealistic view of the technology. Massimiliano Versace, founder of Neurala Inc., says several of his first-time AI customers expect the technology to provide 100 percent accuracy in an application.
With vision inspection, for example, Versace will point out to the company that humans generally perform it at a rate vastly inferior to 100 percent accuracy. AI is better; it performs at 90 percent accuracy, whereas a person is only 86 percent accurate on average.
Fujimaki says it’s important for manufacturers to better understand the concept of real time when obtaining data. Cloud-based data analysis requires a latency period between the time on-site data is analyzed off-site and managers are given actionable insights.
When latency is unacceptable, Fujimaki recommends implementing AI-based edge computing, which involves data collection and analysis closest to the assembly or testing process. He says this approach is best for applications that require millisecond-fast analysis, like predictive quality of parts.
“Data must be accurate and trusted by users for AI to be effective,” notes Lebovitz. “Key factors like supplier lead time, order policies, and supply and demand data should be a top priority. We help companies address this by performing automated health checks and cleansing of their data. This creates the foundation for successful deployment of AI technologies and automated workflow.”
Manufacturers might also want to consider augmenting their data sets with synthetic data when training their AI algorithms. Michael Naber, co-founder of Simerse, says that synthetic data is generated to mimic real data, and can take many forms, including that for computer vision (3D graphics), or tabular purposes (tables of text or numbers). Simerse specializes in data sets for computer vision applications.
A large quantity of synthetic data is easier, quicker and cheaper to generate than actual data. In addition, a synthetic training set is only limited by computation time not size. Synthetic data also solves the problem of manual labeling because it is labeled automatically. Companies never have to worry about data sets being mislabeled.
Finally, synthetic data, unlike real data, is not subject to privacy laws such as the European Union’s General Data Protection Regulation. This will likely prove to be a major long-term benefit for companies as new regulations are rolled out worldwide. “Synthetic data protects people’s privacy, while enhancing AI implementation,” says Naber.
Spacecraft Production and Operation
Lockheed Martin has integrated AI into some of the production processes of the GPS III satellite.
Photo courtesy Flickr
Being told that Lockheed Martin Corp. (LMC) has successfully implemented AI in multiple facilities would surprise almost no one in manufacturing. Learning that the company has worked with the technology in some form since 1993, however, would raise quite a few eyebrows.
“We have had some early applications of AI being used in robotics through various internal competitions as far back as 1993,” notes Caldwell. “That being said, our use of machine learning and the larger AI suite within production has ramped up considerably since 2015.”
For the last several years, LMC has used AI to enhance the manufacturing, inspection and testing processes on several of its satellite programs. Caldwell says the technology significantly helps the accuracy of inspection and analysis during the critical testing stage before a satellite is launched. AI has also been applied to stages like PCB assemblies and the thermal vacuum testing of parts, subsystems or a complete object, like a satellite.
Another area where AI currently benefits LMC is in satellite production. Caldwell cites the example of it needing a way to speed production of new satellites—and AI being a necessary tool to achieve this speed. In 2018, the GPS III satellite customer extended its contract. As a result, LMC needed to ramp up production.
By applying AI, the engineering team was able to maintain the satellite production schedule of the customer’s current and follow-on contracts. It also gave the team more time to focus on developing next-generation GPS technology rather than monitoring repetitive data.
Since 2017, LMC has worked closely with NEC Corp. of America to apply AI and machine learning (ML) for system diagnostics to spacecraft production. This collaboration covers applications on NASA’s new Orion spaceship for the Artemis missions that LMC is building. The same AI and ML technology will be used for real-time analysis of Artemis III during its mission, which is scheduled for 2024 as a dry run for a Mars mission sometime after 2028.
According to Caldwell, the project involves the integration of NEC’s System Invariant Analysis Technology (SIAT) software into LMC’s Technology for Telemetry Analytics for Universal Artificial Intelligence (T-TAURI) AI platform. T-TAURI has been used to analyze data throughout various production processes with great success.
The goal is to achieve “‘proactive anomaly detection” during the design, development, production, and testing of spacecraft, notes Caldwell. Data from IIoT sensors placed in sundry industrial systems (computers, power plants, factories, buildings) is used by the SIAT analytics engine to automatically detect inconsistencies and prescribe resolutions.
“When it comes to AI, be an informed buyer,” recommends Caldwell. “Take the time to understand and implement it as an ecosystem, including bringing in people who can match the right algorithms to the right application.
“This involves properly balancing patience and impatience,” he continues. “Be patient when building the team that can best use AI for your business. But, be impatient about putting it into practice and harvesting its many benefits.”
From Mars to Molding
Here, VIA software checks for proper orientation and surface imperfections on a PCB assembly. Photo courtesy Neurala Inc.
In 2006, while working at Boston University, Neurala Inc.’s founders Versace, Anatoli Gorchet and Heather Ames began subcontracting with Hewlett Packard on a Defense Advanced Research Projects Agency (DARPA) project. The project’s goal was to develop low-power computers and software capable of emulating human neural systems. In 2010, a NASA Langley Research Center engineer found out about the team’s DARPA research work after reading an article written by Versace in the IEEE magazine.
The engineer then asked Versace and his team to work with NASA on a two-phase Small Business Technology Transfer (STTR) contract. In phase one, Neurala collaborated with Boston University’s Neuromorphics Lab to research how a rover on Mars could navigate by itself. In other words, could it learn unsupervised in unfamiliar environments? The second phase, which ended in 2013, allowed Neurala to further develop its technology for commercialization.
Today, Neurala’s technology is used in millions of robots, drones, smart devices and industrial machines worldwide, according to Versace. Several companies have implemented the company’s full Vision Inspection Automation (VIA) software suite or a pared-down version. Also available is Neurala’s Brain Builder Software Development Kit, which can be customized to the VIA, as well as for implementing neural networks and deep neural networks in edge computing.
Long-term users of VIA include large electronics contract manufacturers that assemble integrated circuits (IC). These manufacturers produce a high mix of both standard and custom ICs in small batches for their customers. The batches consist of frequently changing components, which are notoriously difficult to inspect with traditional machine vision. Assembly, inspection and testing are done at their facilities, along with manufacturing product prototypes.
Visual inspection is often performed in conjunction with X-ray inspection and functional testing, notes Versace. VIA enables the companies to carefully inspect ICs for any body markings, and to identify incomplete solder traces, missing components or those in the wrong orientation.
Some prefer using VIA only on custom products made at a lower volume. In that case, the software collects images through an application interface, rather than a standard GigE Vision one.
Injection molding companies are another common user of VIA. They use the technology to inspect plastic parts after molding and post-processing.
“Typically, visual inspection for part quality is done by a human operator when it involves large customers,” explains Versace. “However, this only ensures that, in general, the molder is sending good parts. The customer then does [its own] manual inspection of every part before using it in any assembly.”
VIA-based inspection requires a GigE camera installed on the assembly line, and a switch to control the conveyor that transfers parts after deburring. As each part moves under the camera, it takes multiple photos of the part and the software quickly analyzes them.
When the VIA spots a defective part, the PLC flashes a signal. This tells the operator to remove the defective parts from the conveyor, carefully inspect them and determine which ones to scrap and which ones can be reworked.
“All of this happens without the operator needing to understand anything about AI,” adds Versace. “And, that’s a huge plus.”
The SaaSessful Approach
LeanDNA is a software as a service (SaaS) platform that integrates with a plant’s existing ERP software to optimize the management of inventory used in assembly. Photo courtesy LeanDNA
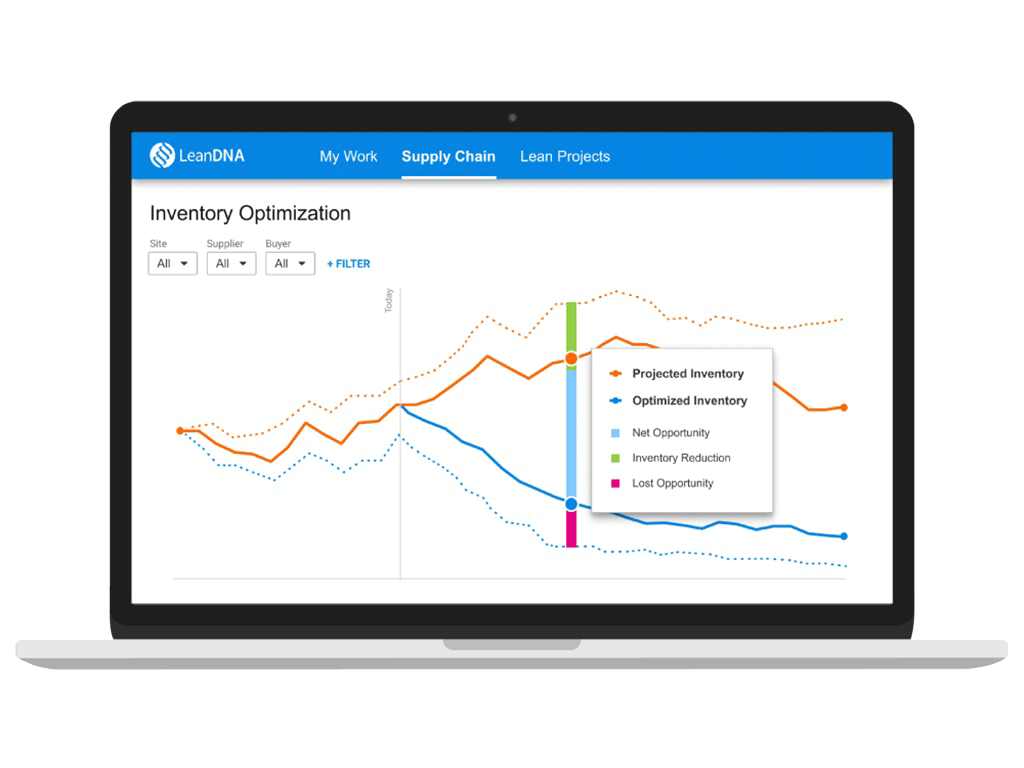
Acronyms abound where AI implementation is concerned, so why not add another one: SaaS, which stands for software as a service. LeanDNA is a SaaS platform that integrates with a plant’s existing ERP software to optimize the management of inventory used in assembly.
Manufacturers in many industries have implemented LeanDNA since 2014, according to Lebovitz. One company is UK-based Safran Seats GB, which is a world leader in the aircraft-interior-products market.
A couple years ago, Safran managers in operations supply and purchasing realized the need to replace antiquated material procurement processes. The original processes regularly resulted in Safran’s three facilities not having enough of the correct parts at the correct time, and too many of the wrong parts sitting in inventory.
“The operations supply team was spending 10 to 15 hours per week creating manual reports in Excel spreadsheets,” says Lebovitz. “The problem with this is it limited the accuracy of inventory data and resulted in deliveries being three to six months late, on average.”
Safran turned to LeanDNA to automate and standardize its shortage management workflows. Within a few months, Safran achieved a 36 percent inventory reduction. Another benefit is increased efficiency and responsiveness of the overall procurement teams. Safran analysts can now easily check on the inventory needs at each facility before transferring excess or obsolete inventory to other divisions or aftermarket operations.
LeanDNA also helps Safran identify opportunities to correct item master data, supplier lead times and bills of materials. Any anomalies to these items are now immediately flagged, tagged and corrected—enabling teams to accurately forecast future demands and find their just-right inventory.
“Each inventory action in LeanDNA is prioritized by the amount of value it will bring,” explains Lebovitz. “This makes buyers compete to see who can deliver the most value to the business and be at the top of the inventory actions metric.”
In March 2017, a billion-dollar-revenue-per-year medical device manufacturer deployed LeanDNA at a pilot site. Prior to this, Excel was extensively used to manage the supply chain. Every month, each buyer would send its data to its manager, who, in turn, sent the aggregate data to a division-level analyst.
Unfortunately, compiling all of this data was a month-long effort, so as soon as the report was finalized, it was already out of date. Lebovitz says this situation made it difficult for the company to balance the development of new technology and meeting customer on-time delivery requirements with achieving their inventory reduction goals.
LeanDNA has helped the company solve this problem. The software automatically sends out weekly reminders to team members in charge of key performance indicators to ensure that each metric is tracked in a timely manner. The software helped the manufacturer save more than $700,000 within the first month.
“The positive results at the pilot site convinced the manufacturer to implement LeanDNA at 18 additional locations throughout the company,” concludes Lebovitz. “Today, all of those sites have high user engagement at every level throughout.”
ASSEMBLY ONLINE
For more information on artificial intelligence, visit www.assemblymag.com to read these articles:
AI and Machine Learning in Manufacturing.
FACTORY OF THE FUTURE 2021

Scroll to
read full story