
FEBRUARY 2023

Labor shortages have forced manufacturers to adopt collaborative technology.
text
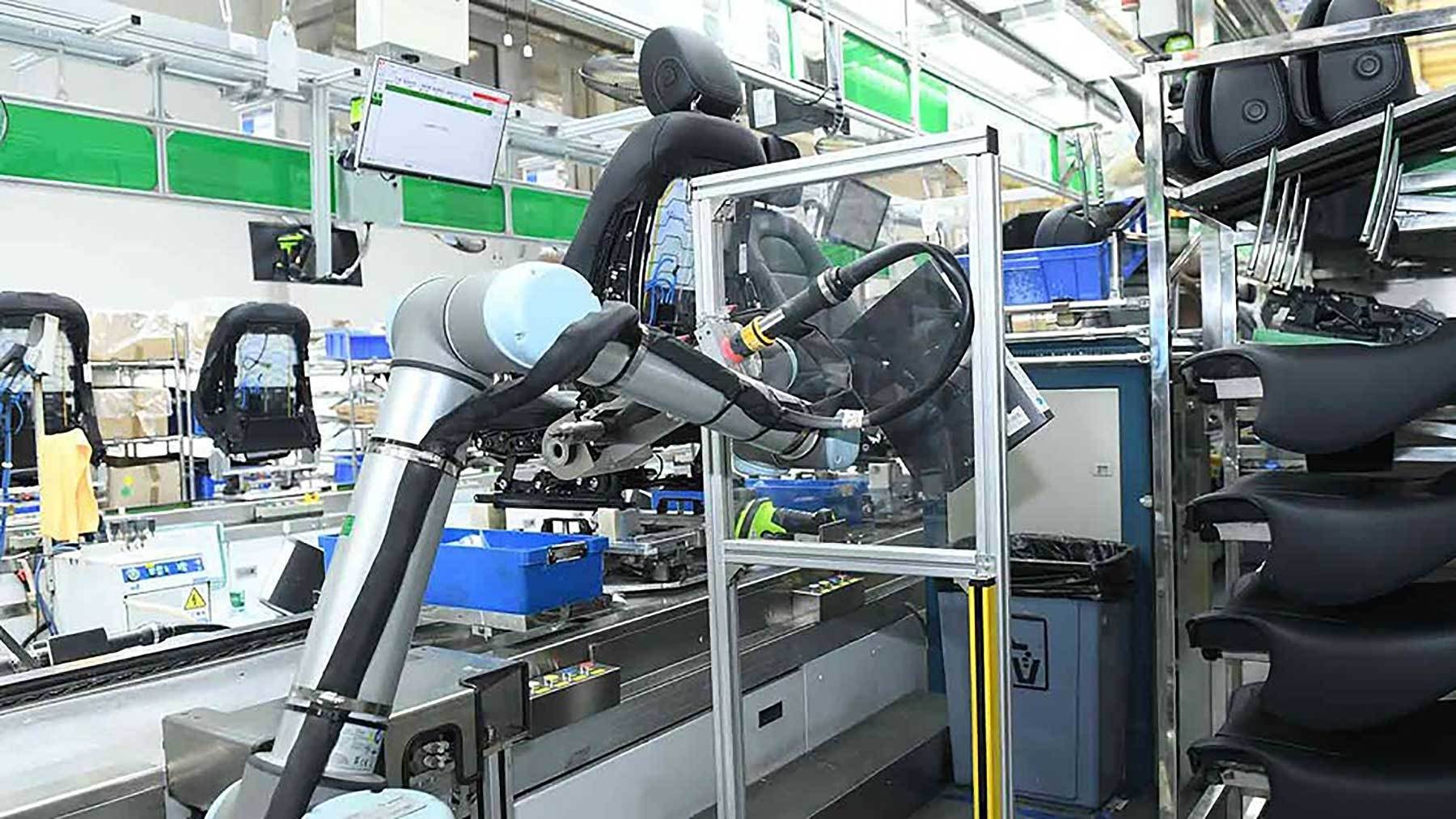
Faced with labor shortages and reshoring initiatives, manufacturers are using collaborative robots to automate screwdriving applications. Photo courtesy Universal Robots A/S
Labor shortages are driving new demand for automation.
Austin Weber // Senior Editor // webera@bnpmedia.com
Cartesian, SCARA and six-axis robots have been used in screwdriving for many years. Now, there’s a new kid on the block: the cobot.
Screwdriving tends to be a dull, repetitive task for humans, making it prone to errors. It’s a perfect candidate for automation, which can provide flexibility and repeatability.
Robotic screwdriving differs from more traditional applications, such as fixed or handheld screwdriving. Among other things, robots make it easy to do quick changeovers and run small, varying size batches of related assemblies.
In addition, robots can drive screws from all directions without ergonomic concerns and with varying degrees of torque. They also have the ability to drive different sizes of screws using various feeders for each type of fastener. Manufacturers can achieve higher cycles per screwdriver spindle and faster cycle time per screw, while improving quality.
SCREWDRIVING
Screwdriving With Cobots
Labor shortages have forced manufacturers to adopt collaborative technology.
Labor shortages are driving new demand for automation.
Options for Screwfeeding
Faced with labor shortages and reshoring initiatives, manufacturers are using collaborative robots to automate screwdriving applications. Photo courtesy Universal Robots A/S
Austin Weber // Senior Editor // webera@bnpmedia.com
Faced with severe labor shortages and reshoring initiatives, large and small manufacturers are investing in collaborative screwdriving systems that enable humans and robots to work in close proximity on assembly lines.
“Labor shortages and high employee turnover are affecting the entire manufacturing world right now,” says Catherine Leclerc, product owner for screwdriving applications at Robotiq Inc. “A boring, repetitive task like screwdriving, which can cause long-term strain injuries, is simply not a good job prospect.
“Yet screwdriving is often either a critical process that ensures product quality, or a potential indicator for the end-customer of the quality they can expect from the product in hand,” notes Leclerc. “Manufacturers’ reputations are at stake. This need to maintain quality time after time, and the challenge of hiring and retaining workers, is what makes screwdriving a really great candidate for automation.
Cartesian, SCARA and six-axis robots have been used in screwdriving for many years. Now, there’s a new kid on the block: the cobot.
Screwdriving tends to be a dull, repetitive task for humans, making it prone to errors. It’s a perfect candidate for automation, which can provide flexibility and repeatability.
Robotic screwdriving differs from more traditional applications, such as fixed or handheld screwdriving. Among other things, robots make it easy to do quick changeovers and run small, varying size batches of related assemblies.
In addition, robots can drive screws from all directions without ergonomic concerns and with varying degrees of torque. They also have the ability to drive different sizes of screws using various feeders for each type of fastener. Manufacturers can achieve higher cycles per screwdriver spindle and faster cycle time per screw, while improving quality.
Faced with severe labor shortages and reshoring initiatives, large and small manufacturers are investing in collaborative screwdriving systems that enable humans and robots to work in close proximity on assembly lines.
“Labor shortages and high employee turnover are affecting the entire manufacturing world right now,” says Catherine Leclerc, product owner for screwdriving applications at Robotiq Inc. “A boring, repetitive task like screwdriving, which can cause long-term strain injuries, is simply not a good job prospect.
“Yet screwdriving is often either a critical process that ensures product quality, or a potential indicator for the end-customer of the quality they can expect from the product in hand,” notes Leclerc. “Manufacturers’ reputations are at stake. This need to maintain quality time after time, and the challenge of hiring and retaining workers, is what makes screwdriving a really great candidate for automation.
“[Automated] screwdriving used to be a task that was complex, costly and took up a large footprint on the assembly line,” explains Leclerc. “As such, it was reserved for use in vast plants with big automation budgets producing in high volumes.
“This type of custom project by an integrator could hardly meet the reality of small manufacturers that deal with [limited] assembly line space, tight budgets and [sparse] automation staff,” Leclerc points out. “Now, with cobots and screwdriving systems designed specifically for cobots, the technology has become accessible to any manufacturer.
“There are screwdriving systems that can be bought off the shelf, shipped within a few business days, easily installed and adapted to production changes,” claims Leclerc. “It’s a completely new era.”
Robotiq’s system includes an SD-100 screwdriver and a SF-300 screw feeder that are compatible with machines from Universal Robots A/S (UR). The popular cells are used by a variety of manufacturers, including Continental, Faurecia, Hella, Philips and Siemens.
Cobots enable humans and machines to work in close proximity on assembly lines. Photo courtesy Robotiq Inc.
Flexible Assembly
Another company that has developed screwdriver spindles specifically for cobots is OnRobot A/S. Three years ago, it unveiled an out-of-the-box screwdriver and screw feeder that allow small manufacturers to automate a wide range of assembly processes quickly, easily and flexibly. It can be used with ABB, Doosan, Fanuc, UR and Yaskawa robots.
“This provides welcome relief for manufacturers that are eager to automate repetitive, unergonomic and often inconsistent manual screwdriving processes, but who struggle to integrate and program typical piecemeal screwdriving systems,” says Kristian Hulgard, general manager at OnRobot US Inc.
“We’ve designed an automated tool that simplifies a highly complex process for our users, making it cost-effective and easy for manufacturers to see fast results in terms of higher uptime, output, consistency and quality,” explains Hulgard.
“Programming is as easy as entering the appropriate screw length and torque value into the user interface that is integrated into the teach pendant of any leading robot,” claims Hulgard. “With precise torque control and embedded axis, the screwdriver automatically calculates the speed and force required for consistent, accurate screwdriving.”

According to Hulgard, the device can handle a wide range of screw sizes and lengths, from M1.6 to M6, and up to 50 millimeters long. With its easily exchangeable bit system, the screwdriver can be quickly changed over to a different screw size, length or product line in minutes, which minimizes downtime and improves productivity.
“Screwdriving is a great application for cobots,” says Joe Campbell, senior manager of strategic marketing and applications development at UR, the company that pioneered the technology more than a decade ago. “In fact, it’s one of our most popular applications.
“We currently partner with 12 screwdriver suppliers, ranging from Atlas Copco to Weber,” explains Campbell. “They are part of our UR+ ecosystem, which include software interfaces that seamlessly integrate with our machines.
“All of the programming is done through the UR teach pendant,” Campbell points out. “That has simplified things and removed a lot of risk, especially for smaller manufacturers that may have shied away from automation in the past.”
UR’s entire line of robots are used for screwdriving applications, but most manufacturers prefer either the UR5 or the UR10. In particular, the latter model, which boasts a payload capacity of 27.5 pounds, is popular for driving many sizes and types of screws.

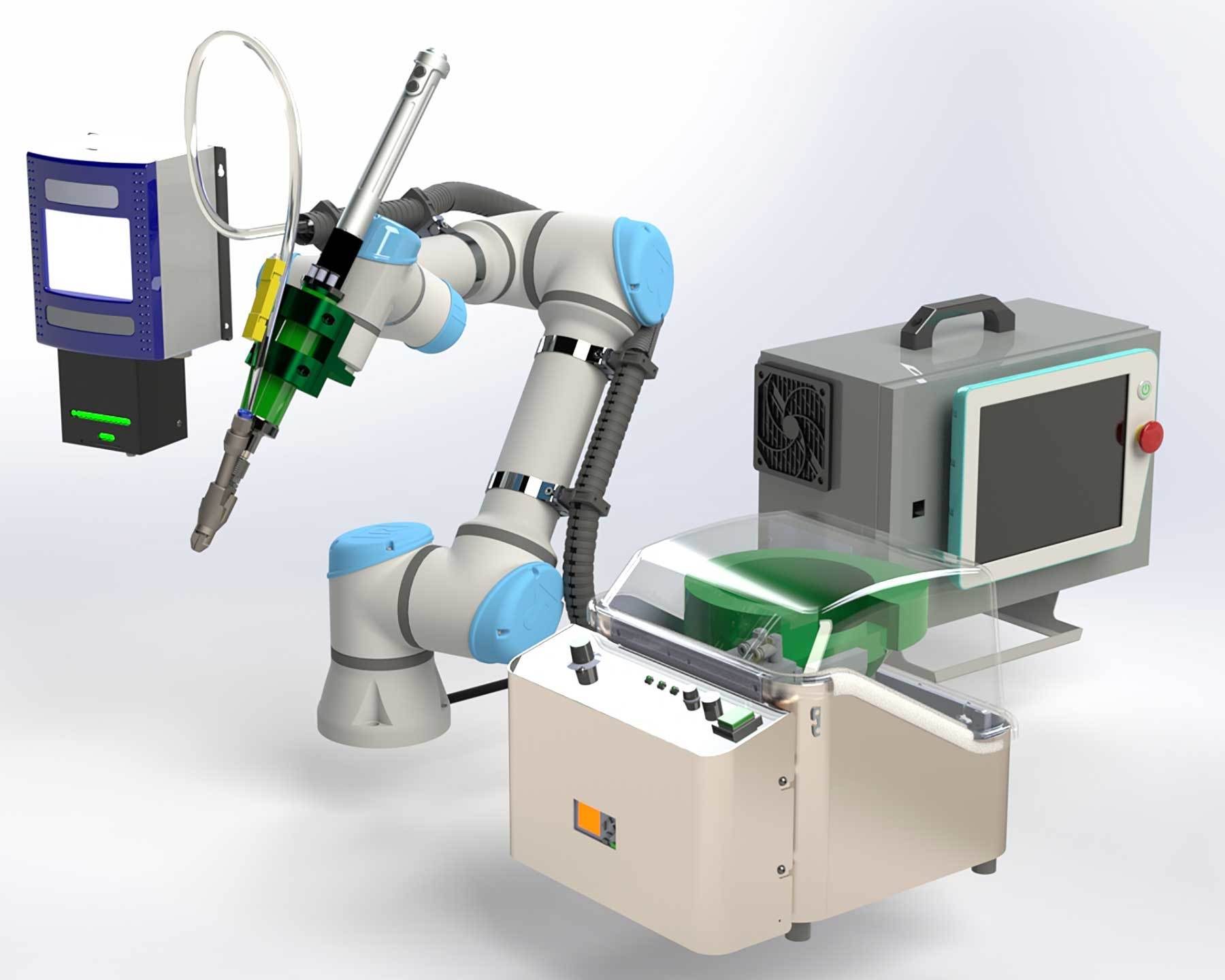
This collaborative system features an automatic screw feeder, drive system and an end-effector that mounts directly to the wrist of a cobot. Photo courtesy Visumatic Industrial Products Inc.
Safety First
Collaborative screwdriving is used in many industries, including both large and small manufacturers. And, demand is expected to stay strong through the end of this decade as companies deploy Industry 5.0, an emerging concept that addresses human-centric applications in manufacturing.
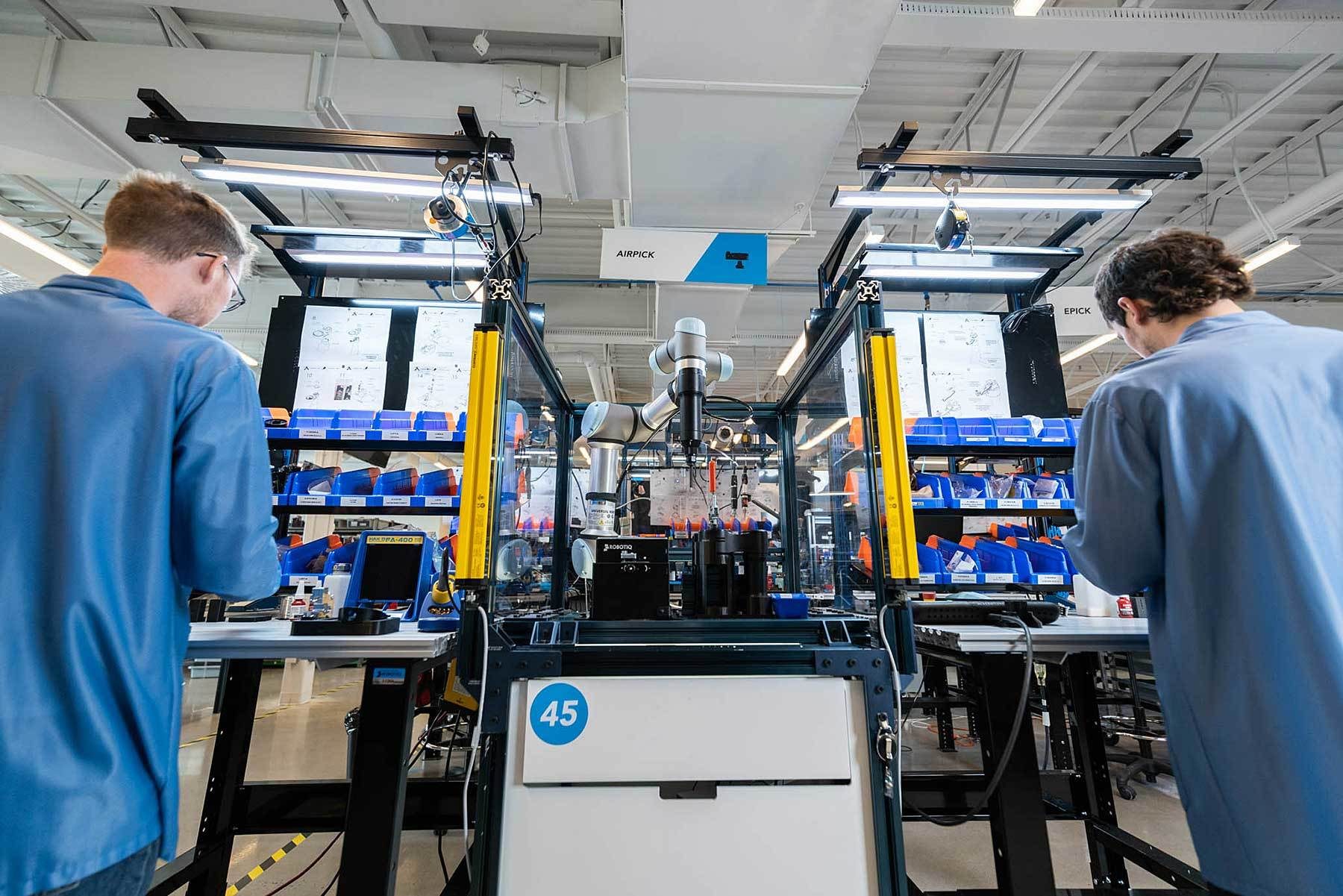
“We primarily see cobots used to assemble auto parts, electronics and medical devices,” says Jerry Perez, executive director for global accounts at FANUC America Corp., which supplies collaborative machines in addition to more traditional SCARA and six-axis robots. “Those manufacturers typically rely on multiple side-by-side fastening stations where operators have traditionally performed redundant, mundane tasks.”
“Most cobots don’t have the same level of precision and repeatability as SCARA or noncollaborative six-axis robots,” explains Perez. “However, they can handle most applications that a standard robot will.”
For instance, Fanuc’s CRX cobot has a high-speed “production mode” that enables very fast motion, allowing the machine to run similar to a standard non-collaborative robot. But, Perez says the robot would need to be properly guarded.
“The biggest misnomer about using a cobot for screwdriving, or any other application, is that [the technology] inherently makes the application ‘safe’ for the robot to use alongside humans,” warns Perez. “A risk assessment must be performed when designing any automated robotic system, which ensures proper safeguarding is deployed to ensure the safety of humans working around or with the cobot.
“Even though the cobot is designed to stop if contact is made, if you had a non-ISO TS15066 compliant fastening tool, a serious injury could occur if a person’s hand got caught between the fastening tool and a working surface,” Perez points out.
“Cobots have been marketed, somewhat incorrectly, as ‘inherently safe,’” claims Chris Emanuele, automation technical sales engineer at ASG, Division of Jergens Inc. “While that is true if the [machine] is operating under 250 millimeters per second with no end-of-arm tooling, that’s almost never the case.
“For instance, installing one of our screwdriving [units] on the end of a cobot creates a possible bodily hazard for an operator working within the movement envelope of the cobot, same as it would for a SCARA or other type of industrial robot,” notes Emanuele.
“A proper safety audit must be performed regardless of the type of robot,” says Emanuele. “The results might change the speed at which the cobot moves or the movement path itself, or require physical guarding of the work area, like light curtains or an area scanner.”
“Safety is always an issue with screwdriving,” adds Boris Baeumler, vice president of technology at Deprag Inc. “There’s certainly growing interest in collaborative technology, but most applications we see still use traditional safeguards.”
Automotive assembly lines will be a growing market for collaborative automation. Photo courtesy Universal Robots A/S

Deprag’s SFM screwdriver is used for applications involving lightweight collaborative robots. It’s paired with the Deprag Plus AST12 sequence controller, which features a built-in URCap that provides an intuitive user interface for the entire process, from feeding to fastener assembly.
“The basic premise behind collaborative robots is great,” says Baeumler. “But, there are limitations. Engineers need to pay attention to the type of end tooling that’s used. Screwdriving is inherently dangerous, with sharp corners and pinch points. Even if you’re using a cobot, you have to be aware of safety issues and OSHA requirements.
“We tend to see cobots used more for machine tending applications,” explains Baeumler. “Most robotic screwdriving still involves traditional SCARA or six-axis robots that can handle higher payloads and travel at faster speeds.”
“Every company is different in how they determine what ‘collaborative’ means and how they set up in-house rules of engagement,” adds Jarrod Neff, marketing manager at Visumatic Industrial Products Inc.
These screwdriver spindles can be used with a variety of collaborative robots. Photo courtesy On Robot US Inc.

The company developed the VCM-3X.2 collaborative robot module for automatic screwdriving applications several years ago. It includes an automatic screw feeder, drive system and an end-effector that mounts directly to the wrist of a cobot. The lightweight tooling mitigates the inertia effect on the robot’s sensors and allows the machine to move at maximum speed without sacrificing collaborative safeguards.
“We have some customers that use cobots in conjunction with light curtains, safety guarding or area sensors that can detect human movement,” says Neff. “They want higher throughput, but simply don’t feel comfortable operating their machine at maximum speed.”
According to Neff, cobots are popular for driving small screws that range in size from M1 to M3. “Typically, screws with lengths up to 20 millimeters work best,” he points out.
“Cobot screwdriving requires slower movements, lower throughputs and lighter duty tooling on the end of arm,” claims Neff. “As a general rule of thumb, any application that requires a torque of 50-inch-pounds or less should be OK to use with cobots.”
Cobots are easy to program and deploy on assembly lines. Photo courtesy Robotiq Inc.

Emerging Applications
Russ Hughes, marketing manager at Desoutter Industrial Tools, says cobot screwdriving is popular in the aerospace and automotive sectors, especially among Tier One suppliers. “A leading manufacturer recently attached one of our tools to a cobot because of the labor shortage issues it was faced with,” he explains. “The application was so successful that the company soon added six more in their facility.
“Another customer in the aerospace industry asked us to automate an antenna array assembly task involving more than 2,000 screws,” says Hughes. “It was using a manual process that required two operators and took five days. We put together a system with a cobot and a screw presenter that reduced it to a 30-minute process.
“One of our most popular tools for cobot applications is our EFB fixtured battery tool, which was developed specifically for use with collaborative robots,” notes Hughes. “We’ve also seen some customers use our ELRT pistol-grip pulse tool. It’s a standard product that our engineering team modified to work with a cobot.”
According to Hughes and other observers, automotive final assembly lines will be a growing market for collaborative automation in the near future.
One groundbreaking application involves Stellantis, which has equipped several assembly plants in Europe with cobots that perform various types of nutrunning and screwdriving applications. On one line building electric vehicles, six machines are mounted on a movable fixture. They’re used to automate several assembly tasks that are traditionally performed by humans.
Collaborative screwdriving is currently used by many manufacturers, including Tier One automotive suppliers. Photo courtesy Universal Robots A/S
“It’s an interesting application, because you usually don’t find many robots in this part of the assembly process,” says UR’s Campbell. “We think this is just the beginning of a trend and expect to see more cobots deployed on final trim lines to address various ergonomic issues relating to bending, reaching and awkward postures.
“Because cobots can work in close proximity to humans, workstations often don’t have to be fenced off and totally guarded like in the past,” claims Campbell. “Operators can work side by side with cobots. Humans focus on tasks that are easily accessible, while the machines work on things that are more difficult, such as inserting and driving screws in hard-to-reach areas or confined spaces where fasteners aren’t always visible.”
“Most cobot applications currently involve high-mix, low-volume assembly,” adds Don Seay, general manager at ESTIC America Inc. “But, during the rest of this decade, I expect to see more penetration of medium- and high-speed assembly lines.
“In particular, we’ll see a lot more cobots being deployed on automotive assembly lines,” predicts Seay. “In addition to Stallantis, Nissan has been experimenting with the technology in Europe. Torque applications on cobots will be one of the biggest assembly disruptors over the next five years.”
Cobot screwdriving applications typically operate at slower speeds than other types of industrial robots. Photo courtesy ASG, ASG, Division of Jergens Inc.
Cobots vs. Traditional Robots
Although cobots are a sexy technology that everyone likes to talk about, many types of industrial robots play an important role in automated screwdriving. Like most debates in manufacturing, it depends on the type of application.
“As the industrial robot world continues to evolve, cobots have emerged as not only a viable but often preferable solution for manufacturing needs,” says Robotiq’s Leclerc. “While traditional SCARA and six-axis robots are still the way to go for very fast screwdriving applications on dedicated, long lasting assembly lines, these systems offer very little to the majority of today’s manufacturers.
“Facing ever-shorter product life cycles, ever-expanding product portfolios and thus ever-changing production lines, flexibility of equipment is key,” explains Leclerc. “In terms of types of applications, collaborative robots can provide the same as traditional SCARA and six-axis robots are known for, with the exception maybe of very high torque applications over 150 newton-meters.
“On the other hand, cobots are much more accessible,” notes Leclerc. “They allow a much larger variety of industries to take advantage of these benefits. Through their ability to be easily programmed and moved around according to the scope of any project, they save companies time and money while ensuring precision and accuracy in product delivery.”
Cobots enable manufacturers to take a different, simpler approach to screwdriving. Photo courtesy Robotiq Inc

“SCARA’s and other types of industrial robots usually have the advantages of speed and accuracy when compared to cobots,” adds ASG’s Emanuele. “Payload and reaction forces are two other significant factors.
“For our cobot screwdriving system, which features the X-PAQ SD2500 and an integrated screw feeder with a UR robot, we recommend a payload capacity of at least 5 kilograms,” explains Emanuele. “That doesn’t include any supplemental accessories, like cameras or tool changers. Generally, the solutions we provide are what most in the industry would consider lower torque, so reaction forces usually do not have to be considered for most of our applications.”
“Like any application, there are cases where the ROI is just better and worthwhile than others, independent of the type of robot used for automation,” says Leclerc. “Unlike some other applications, like machine tending or palletizing, which are standalone tasks [where] an operator is typically dedicated to it, screwdriving is one of many assembly tasks an operator might be doing.
“To introduce a screwdriving cobot, you need to make sure the task is taking up a significant amount of time in the overall assembly steps,” explains Leclerc. “As an extreme example, using a robot to fasten only two screws in a four-minute [timeframe] would be hard to justify.
“Generally, high-mix, low-volume applications are the best fit for cobot screwdriving,” claims Leclerc. “They typically require less throughput, but need to be able to handle production changeovers. Limited floor space and the need to work in close proximity with the automated cell is also another driver.”

Engineers should conduct risk assessments and safety audits before deploying cobots on assembly lines. Photo courtesy Visumatic Industrial Products Inc.
According to Estic’s Seay, screwdriving with cobots requires engineers to think differently. In fact, he believes it requires an entirely different mindset.
“Instead of designing for a safety-caged, fully automated assembly process, which is typically expensive, complicated and maintenance intense, engineers can now take a hybrid approach and consider which assembly processes are best served by an operator, and what processes could be performed by a torque tool integrated on a cobot working beside a human,” says Seay.
“Engineers need to consider what applications an operator can do better than a robot,” Seay points out. “Then, assign tasks to the machine that would make the human’s job easier. You might see humans do hand starts of screws, with cobots doing final tightening with a torque tool down the line. That allows cycle times for humans to be faster.”
“I wouldn’t necessarily say it requires a different approach,” argues Leclerc. “[Instead], I’d say it enables a different, simpler approach. Screwdriving with cobots can require practically no programming or coding knowledge. It makes it perfect for [engineers] looking to introduce automation in their plant.
“Current employees will be able to integrate the automated cell themselves,” notes Leclerc. “This encourages greater innovation and communication on the factory floor unlike never before, helping workers better understand the new technology and [offer] tips to colleagues who may be less familiar with it.
“With their collaborative nature, cobots are capable of working safely and effectively alongside humans,” concludes Leclerc. “Since most assembly lines are typically highly optimized and crowded, any fenced solution would be difficult to implement. All in all, screwdriving with cobots is a straightforward, yet revolutionary approach for any business looking for an efficient way to improve production.”

ASSEMBLY ONLINE
For more information on assembly presses, visit www.assemblymag.com to read these articles:
