Riveting
By Jim Camillo // Senior Editor // camilloj@bnpmedia.com
The benefits of blind riveting go way beyond the ability to install a fastener from only one side of a part or structure.
All About
Blind Riveting
To help customers, Stanley Engineered Fastening often replicates a blind rivet’s grip range in a lab setting on a test plate. The test helps ensure that a specific rivet will work in a real-world application. Photo courtesy Stanley Engineered Fastening
In the celebrity world, the price of being well known is the public knows too much about a star’s private life. But, in the assembly world, the price of being a well-known technology is end-users sometimes know too much about one process benefit and too little about its other benefits.
This is the situation with blind riveting. Many people in manufacturing know that the process allows an assembler to fully install a rivet in a joint from only one side of a part or structure. A lot fewer know about the other important advantages these rivets offer over threaded fasteners.
For starters, the rivets cannot be under-torqued, over-torqued or set loose. They quickly, simply and cost-effectively join metals, plastics, composites, wood, fiberboard and hollow tubular structures. Blind rivets also resist vibration, secure joints with a short clamp length and eliminate the possibility of surface marring.
Interestingly, blind rivets are one of the oldest types of fasteners, having been around for more than a century. The POP rivet (so named because it “popped” when installed) was patented by British engineer Hamilton Neil Wylie in 1916. Within 30 years, steel and aluminum break-stem blind rivets were widely used in several industries throughout Europe and the United States.

Blind rivets are still popular in Europe, with some of the most interesting rivet developments and installations occurring there. For example, Sarev SRL Unipersonale, based in Padua, Italy, makes various types of blind rivets—including the Mass rivet composed of a copper body, a copper-plated mandrel and a brass faston terminal.
Because of these features, the rivet also conducts current and is often used in the assembly of household appliances and electrical panels. It is custom designed by Sarev engineers and based on the number of cables to be connected and the type of materials to be fastened in the application.
Much further Northeast, in Nizhny Novgorod, Russia, automotive-turbocharger manufacturer CZ a.s. uses tubular blind rivets to attach an ID plate to the product’s compressor housing. The rivets are installed with a one-way mandrel at a rate of up to 70 per minute. Hammer-drive screws were initially used to hold the plates in place, but the hammer often damaged the screw head and the installed screws looked bad.
When blind rivets were first introduced, they were made of aluminum and used as a replacement fastener for solid rivets that required repair. More than 100 years later, the rivets come in various types, materials, and head styles, and are increasingly being used to assemble products in industries as diverse as aerospace, automotive, electronics, solar power, jewelry and woodworking.
A Proven Process

The Kingset tool automatically feeds standard rivets that are loaded on a plastic strip. Photo courtesy Industrial Rivet & Fastener Co.
Blind riveting has a decades-long track record of success, especially with large assemblies. As a result, blind rivets are used in white goods, heavy trucks, tractors, garage doors and prefabricated metal buildings. Increasingly, however, the rivets are also used to assemble small products, such as electronic components in cell phones.
A blind rivet is a two-piece fastener consisting of a headed, hollow rivet body and a solid mandrel (or stem). The body looks like a small tube that is flared on one end. A hole, or core, usually extends the length of the body. The mandrel protrudes from the core and looks like a nail or wire.
After a hole is drilled or punched through the parts to be joined, the rivet body is inserted. Next, the jaws in the rivet tool’s nosepiece are positioned to properly grip the mandrel. As the tool pulls the mandrel head into the rivet body, the head expands the walls of the rivet radially to fill the hole. This pulling also deforms the rivet body into a load-bearing head or bulb at the end of the rivet, clamping the sheets together. Once the tool reaches a predetermined setting force or tensile load, the mandrel breaks off and either falls to the ground or is moved by vacuum into a collection device.
Equipment suppliers note that mandrel collection is especially important at automotive and aerospace plants to limit debris. Small pieces of loose metal in a car may produce rattling that annoys the driver, whereas in an aircraft they can cause serious structural damage.
The typical blind-rivet installation takes less than a second and requires the worker to pull the tool trigger only once. Extra-long-rivet installation may require two trigger pulls if the tool’s piston stroke is too short or its traction pulling power is too low.
“Even though blind riveting is a reliable fastening method, it does have limitations,” says Craig Bonnville, sales director of the GESIPA riveting division at SFS Group USA Inc. “Fastener installation is fast and permanent. However, if the rivet needs to be removed and reworked, extra care should be taken so as to remove the rivet correctly without damage to the application. In addition, training the assembler about the tool is helpful to ensure that everything works as intended and the rivet is correctly fastened in the application.”
GESIPA makes several assembly installation tools, including the electric GAV 8000 handheld model. The basic eco version comes without process monitoring, whereas the electronic version offers this capability.
Bonnville says both versions come with easy-to-use menu and function buttons on an HMI display. The tools handle rivets with body lengths greater than 30 millimeters and a flange diameter up to 11.4 millimeters. All spent mandrels are evacuated through a hose connected to a collection container.
The Rivet Roster
When installed, the Bulb-Tite rivet has a trifurcate expansion (like opening flower petals) on the back side of the material, so the clamping force is spread out. Photo courtesy GESIPA
“Automotive engineers are often encouraged to design out fasteners, clips and blind rivets to reduce the complexity of assembly and logistics in the management of class C components,” explains Steven Sherman, vice president of engineering at Industrial Rivet & Fastener Co. (IRFC), which has made all types of rivets since 1912. “In our experience, as often as they are being designed out, they are being designed into new applications at a much higher rate for a whole host of reasons.”
Blind rivets come in different types, materials, diameters, grip ranges and head styles. Standard open-end rivets are the most common and least expensive, but are neither watertight nor very strong.
Closed-end rivets have a cup-shaped end configuration that eliminates water ingress from within the body of the rivet, but not between the outside of the body and the material. Sealed rivets are similar to standard ones, except that the mandrel is completely enclosed, resulting in a watertight seal after installation.
Multi-grip rivets compress when used on thin material, leaving less material hanging off the back. Nonstructural rivets break the mandrel near the blind-side head, leaving a short length of mandrel in the rivet body and the core partially filled.
Structural rivets, in contrast, retain part of the mandrel after break-off to provide high shear and tensile strength, and vibration resistance. These rivets can be used to complement structural adhesives by securing the parts while the adhesive cures.
Blind rivets are specified by the rivet and mandrel material (in that order), and matching both materials is always recommended. Rivet materials include steel, stainless steel, aluminum, copper, brass and plastic. Industry-specific materials include nylon rivets, which automotive Tier 1s and OEMs use to join molded plastic components, and non-ferrous-alloy Monel and Inconel rivets, which are often specified for aerospace applications.
The standard diameter of a rivet ranges from 0.094 to 0.375 inch. However, manufacturers in specific markets frequently require rivets with a diameter up to 0.625 inch.
“Certain types of rivets, like our Speed Fastening series, are greatly increasing in popularity,” notes Samir Custovic, product manager for blind fastening in North America at Stanley Engineered Fastening. “Several versions, including NeoSpeed, Briv, and Chobert, are available and installed using a unique repetition mandrel system. During placement, our tool pulls the mandrel through the rivet, resulting in both axial and radial expansion, while providing clamp and hole fill.”
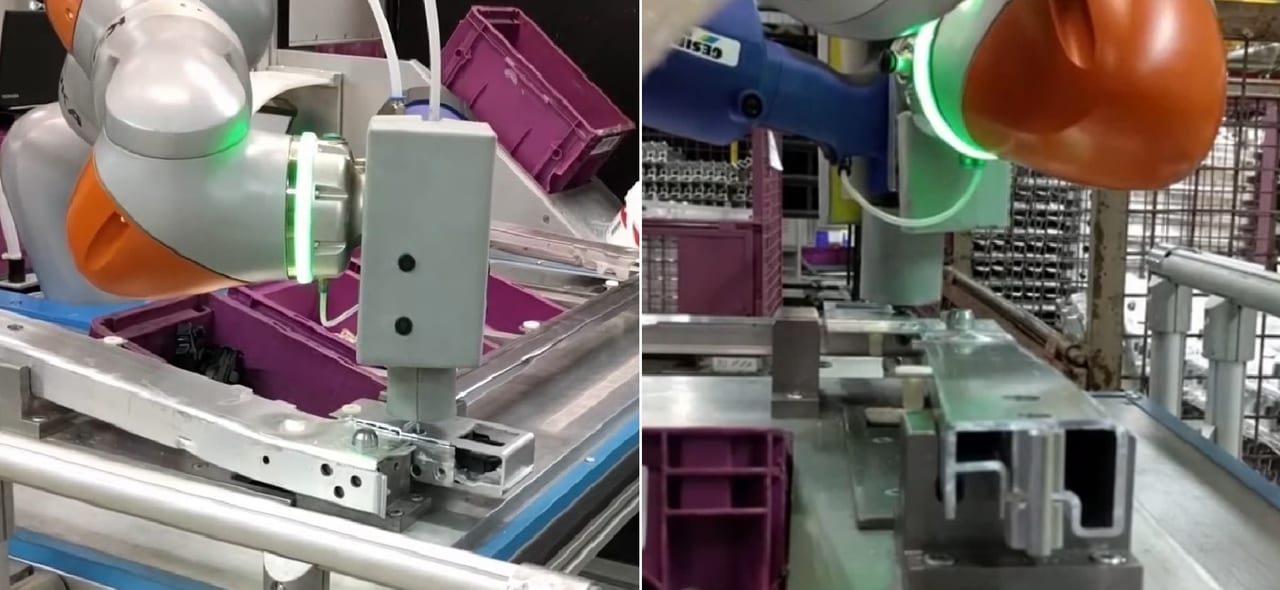
These side-by-side images, from different angles, show a cobot-mounted Taurus 2 tool (blue) install blind rivets in aluminum framing. Photos courtesy GESIPA
The tool Custovic is referring to is the battery-powered Stanley SB25PT-05, which is backwards compatible with the predecessor hydropneumatic series on which it is based. Both have the same interface design, making it easier for the operator to transition from a corded tool to a cordless one.
Equally important, the tool quickly creates repeatable joints with high accuracy. Its standard features include a low-force single-finger trigger, ergonomic soft grip handle for operator comfort, and an LED light to ensure a clear sight line to the application.
For the past year or so, a U.S.-based manufacturer has been using the SB25PT-05 and NeoSpeed blind rivets to assemble industrial ladders. The company has installed millions of such rivets during this time, and prefers them to the solid rivets it previously used. It especially likes that the system allows quick rivet reloading and leaves behind no mandrel waste.
Each blind rivet has a specified grip range that indicates the thickest and thinnest combination of materials it can properly hold together. The wider the range, the greater variation of thicknesses where a single rivet can be used.
Blind-rivet head styles include dome (standard), oversized dome and flat. The oversized dome head is typically used in softer materials to increase the load-bearing area. A flat head is countersunk for a flush fit.
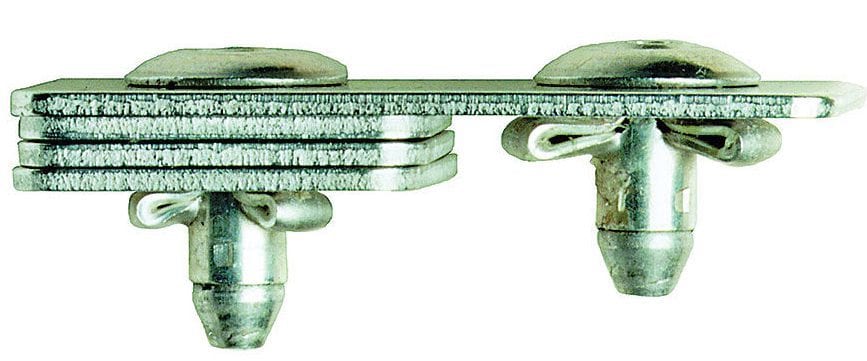
To fasten assemblies made of composite materials, such as plastic, fiberglass and plywood, rivets with different upset styles are used. These rivets produce a trifurcate expansion (like opening flower petals) on the back side of the material, so the clamping force is spread out.
The Bulb-Tite made by GESIPA is one such rivet. It features a large-diameter closing head that gently distributes pressure on sensitive and porous materials. Common automotive applications include joining composite materials when mounting loudspeakers, door modules, body and instrument panels, and seating.
The closing head protects the rivet from being pulled out of the application, and the locked mandrel keeps the joint safely together even when exposed to high loads. End-users also like that the closing head is aesthetically pleasing, with a low profile. The rivet has a wide grip range and produces a tight joint that remains rattle-free when exposed to vibration.
Also popular among manufacturers are blind-rivet nuts and nut studs. The one-piece rivet nut features load-bearing internal threads for attaching removable parts in material that may be too thin to accommodate a thread. A nut stud combines a rivet nut with a screw, and is an effective replacement for a weld stud. It can also be installed into prepainted material.
Trendsetting Tools

A battery-powered tool, the PB2500 SMART rivet gun features an on-board process monitoring system with built-in touch screen. Photo courtesy Stanley Engineered Fastening
Installing blind rivets requires a tool that holds the body in place while the mandrel is pulled into or through the rivet. A wide range of manual and automated tools are available. The latter include hydropneumatic and cordless electric, which, over the past 25 years, have become lighter, more powerful and more ergonomic.
Each tool is furnished with one or more nosepieces to set the most frequently used range of rivet sizes. Special nosepieces are available for particular applications where extra reach into narrow channels or pivot functionality is required.
Manual, pliers-like hand tools are generally limited to low-volume applications. They can only install smaller-diameter rivets and those made from softer materials. On the other hand, manual tools are light and versatile.
Automated installation tools, which include pistol-grip rivet guns and in-line or vertical riveters, offer greater pulling capacity and are better able to withstand the kick that is created when a rivet is set. The pistol-grip tools are designed for use in a horizontal plane.
In-line riveters provide an option for vertical riveting and can be hung from a counterbalance, just like an in-line screwdriver. For high-volume applications, rivet tools can be equipped with multiple heads that install more than one fastener at a time. Tools can also be supplied with automatic feeding units that hold several thousand rivets.
“About 98 percent of the tools used to install blind rivets for assembly are the handheld type,” says Sherman. “This is because handheld tools are the easiest way to join multiple layers of metal and plastic. Manufacturers do use in-line and robot-mounted tools as well, but only when the application requires it.”
IRFC offers a complete range of tools to install blind rivets, including manual and lever operated, autofeed, pneudraulic, battery operated and end-of-arm tooling that mounts on a robot. This latter tooling is robot-agnostic, and custom made and designed by IRFC engineers for each application.
Less than two years ago, IRFC introduced the third generation of its Freeset battery-powered tool. Force and distance sensors in the tool enable process monitoring of each rivet installation. Other features include an LCD screen, a rivet counter and a Wi-Fi card that wirelessly sends data to the tool controller, as well as the plant’s data center, for management tracking and analysis.
Last fall, GESIPA introduced its PowerBird Pro Gold Edition, a cordless tool with a setting force of 20 kilonewtons for extra-strong rivets. It handles rivets from 2.4 to 6.4 millimeters in diameter, and is powered by a Cordless Alliance System (CAS) battery pack based on either lithium-ion or lithium-ion high density technology. A 2-amp-hour battery pack comes standard with the tool, with a compact 4-amp-hour battery being offered as an accessory.
“Besides being more ergonomic, this tool allows assemblers to install a high volume of rivets on one battery charge,” explains Bonnville. “End-users also like the CAS battery because it can be used in all of our PowerBird rivet-installation tools, and many customers have more than one type of PowerBird tool.”
Also battery powered is the PB2500 SMART rivet gun from Stanley. Its smartness, so to speak, stems from an on-board process monitoring system with built-in touch screen. After obtaining force-distance data for each rivet installation, the system immediately compares it against a ‘good’ force-distance curve. The operator is then notified whether the installed rivet is OK or not OK. Up to 500,000 setting results can be stored in the tool for later analysis.
The tool is also Wi-Fi and Bluetooth enabled, and designed for blind riveting either on an assembly line or at a remote location. Custovic says it offers the quality and robustness of the original PB2500 tool, as well as being cordless to further improve worker accessibility, mobility and productivity.
IRFC’s autofeed-type blind rivet installation tool is called Kingset, which feeds standard rivets (0.1875-inch diameter) from a plastic strip that is loaded into the tool. It weighs 5.5 pounds, and has a two-second cycle time and eight- to 10-second reload time. All spent mandrels are collected to prevent them from cluttering the work area.
One electronic-component manufacturer has been using the Kingset for three years to assemble sheet-metal chassis. Sherman says the company likes that the tool streamlines the process and reduces operator motion. The operator simultaneously inserts the rivet while aligning the predrilled holes in the metal, thereby reducing the cycle time for each assembly by about 2 minutes. Shorter cycles enable the company to produce an estimated 600,000 units each year.
January 2022
