Power Tools
Austin Weber // Senior Editor // webera@bnpmedia.com
Sensors and software help ensure that the right tool is used on the right part.
Do You Need a Tool Location System?
Automakers rely on tool location systems to address quality and error-proofing challenges. Photo courtesy BMW AG
On an assembly line, a fastening tool is typically set up to install specific fasteners at a specific workstation. While an assembler might be tempted to use that tool to help a colleague down the line, such good intentions could actually lead to fastening errors. To keep that from happening, several companies have developed a variety of ways to ensure that fastening tools stay put.
Boeing, Collins Aerospace, Faurecia, General Motors, L3Harris, Magna, Northrop Grumman, Volvo and other manufacturers rely on the technology to address various quality and error-proofing challenges. Companies in a variety of other industries are also investing in tool location systems.
“Any application that requires critical connections is a good candidate for the technology,” says Russ Hughes, marketing manager at Desoutter Industrial Tools. “It makes more and more sense today, because of worker shortages and high turnover rates in manufacturing.
“The main benefit of using tool location and positioning on assembly lines is enabling a tool in space to select the correct torque value when the socket or bit is on the correct fastener,” explains Hughes. “There’s no decision to be made by an operator. The location device makes the decision for them in a free order or specified order, if desired.”
Desoutter recently acquired a German company called Nexonar Soft2Tec GmbH that pioneered infrared sensing technology several years ago. Its system is product agnostic and works with a variety of tool brands.
Tool location and positioning technology is popular for power train assembly applications. Photo courtesy Atlas Copco Tool and Assembly Systems LLC
According to Hughes, Nexonar is the most advanced technology of its kind currently available. It can accurately position any asset within 1 millimeter in real-time and with zero latency. The system is ideal for assembly applications where accuracy is critical, with no room for error.
“We are seeing more demand for this type of technology today,” Hughes points out. “With high turnover rates in manufacturing, training operators takes time and is expensive. Using Nexonar as a guide and coupling it with our Pivotware process control system, a no-faults-forward system is ensured. It can also be used to guarantee a tool is in the correct position and the correct torque is selected based on position.
“This technology takes positioning to the next level,” claims Hughes. “Gone are the days of wondering if an operator assembled something correctly and fastened it correctly. Incorporating [tool location technology] into the process will eliminate the stress of wondering if something was done correctly or not. This takes a smart tool and makes it smarter.”
“Tool location is the next natural step in the evolution of fastening tools,” adds Matt Crowley, product manager for total workstations at Atlas Copco Tool and Assembly Systems LLC. “In recent years, manufacturers in a variety of industries have migrated from tethered, air-powered tools to cordless, battery-powered tools.
“They’ve also used sensors and software to collect data related to parameters such as torque and angle,” says Crowley. “Now, manufacturers can add on location systems that address Industry 4.0 and smart factory initiatives. Industrial location systems address new challenges, such as ensuring that assemblers are using cordless tools correctly at the right time on the right parts.
“We see a lot of demand for this type of technology in automotive power train applications,” explains Crowley. “It ensures that operators are following the correct engineering specs and are not installing the wrong fasteners or running them down in the wrong sequence.”
Improving the ‘Sport’ of Manufacturing
Sensors and software enable operators to select the correct torque value when the tool socket or bit is on the correct fastener. Photo courtesy Desoutter Industrial Tools
Location and positioning systems require sensors and software that precisely recognize a wide variety of assembly tools and processes. In fact, coordinating and tracking movement on a factory floor has a lot of similarities to what happens in the sports world.
That’s why a company that supplies Airbus, BMW, Continental and other manufacturers with state-of-the-art technology also works with a variety of basketball, football, hockey and soccer teams. Kinexon GmbH’s real-time locating systems are used to record the movement data of athletes and their equipment through wearable devices. This allows the position data, tactics, movement patterns and performance of world-class athletes and teams to be analyzed.
“It is critical to understand the importance of the value tool tracking and tool control technology provides [in manufacturing],” says Mehdi Bentanfous, chief revenue officer at Kinexon. “Lost or misplaced tools create costly search and idle time, and may even halt an entire production line.
“Tool management overall goes beyond just tracking tools and aims to automate manual processes, which take up valuable time on assembly lines,” notes Bentanfous. “Additionally, automated tool configuration enables error-proof tightening processes. Through tool control, our clients avoid unnecessary rework costs and delays, while significantly optimizing both the quality and speed of their production.”
Precision, quality and speed are key factors for fast-paced manufacturing industries. In the automotive industry alone, a production stop of just a minute can cost tens of thousands of dollars.
“Given the rather high potential of human error in intricate assembly lines, automated tool control is an unprecedented advantage for companies,” claims Bentanfous. “In our day-to-day operations, we work with some of the world’s largest companies and we commonly come across four major challenges that they are dealing with on their assembly lines: frequent change of tool settings, due to the variety of products in production; extensive quality control; time losses due to non-value adding work steps, such as scanning bar codes; and production errors due to incorrect tightening processes that lead to rework efforts.
Labor shortages and high turnover rates are prompting manufacturers to invest in tool location systems. Illustration courtesy Kinexon GmbH
“Ultimately, any technology investment is made based on the potential of its return on investment,” says Bentanfous. “That’s why our team works effortlessly to ensure our [system] provides a clear measurable value that reflects directly on our customers’ bottom line.
“These benefits include a reduction in cycle time and scrap rate, which are two KPIs that manufacturers are constantly looking to address across their assembly lines,” explains Bentanfous. “We are able to accomplish statistical significance in these areas by increasing assembly line speeds up to 5 percent.
“As the standards for product quality continue to rise, so will the use of automated tool management,” predicts Bentanfous. “Companies apply exhaustive cost reduction strategies throughout their production process, putting a strain on product quality.
“Location data is a key tool for successful industrial automation and has been underleveraged for far too long,” says Bentanfous. “With the rise of tracking technology, manufacturers gain new opportunities to increase output productivity while improving quality. The business case for tool tracking can be easily proven, because it focuses on improving overall takt time, which translates to an increase in production and overall profit.”
Tool Tracking Technology
Tool location and positioning systems are ideal for assembly applications where accuracy is critical. Illustration courtesy Atlas Copco Tool and Assembly Systems LLC
Traditionally, RFID tags have been used to track tool usage in factories. ID Integration Inc. pioneered the technology with Boeing in the late 1990s. Today, it supplies a wide variety of active and passive RFID tags, readers and software to other aerospace manufacturers, such as BAE Systems, Honeywell, Lockheed Martin, Northrop Grumman and Raytheon.
“RFID technology keeps getting better, faster and cheaper, driven by advancements in the high-volume retail industry,” says Gary Moe, president and CEO of ID Integration Inc. “Costs have come down, readers are more affordable and read range has gotten much better.”
“We supply products to manufacturers that use a mix of both active and passive RFID for tool tracking application,” explains Moe. “The former is typically used on high-value, mission-critical tools.”
However, despite those benefits, there are some limitations and drawbacks to RFID. For instance, read range can vary anywhere from 6 inches to more than 30 feet, depending on the application and the type of tag used. Because of the physics of RFID technology, hands and bodies can block signals.
To address those challenges, several alternatives are available to manufacturing engineers, including infrared, LED and ultrasonic systems.
Nexonar uses infrared technology and proprietary software to monitor the precise distances of objects on assembly lines. The active tags can be easily applied to components, tools and operator apparel such as gloves or wristbands.
The sensors are monitored using one or several infrared cameras installed on an assembly line. Software then guides the process sequence, clearly outlining the steps and eliminating the possibility of errors to help operators complete each task efficiently. It also registers the position of each part during assembly to ensure total traceability.
Desoutter’s system uses live motion capture technology featuring high-intensity LED tags located on a tool, person or product.
“We use a sensor that is looking for the infrared LEDs in the field of view,” says Hughes. “From this, we calculate the distance in 3D X, Y and Z of a virtual point from the tag to the end of the tool or finger for process control purposes.
State-of-the-art technology ensures that operators are following the correct engineering specs and are not installing the wrong fasteners. Photo courtesy Kinexon GmbH

"It can be stationary or on a moving line; it is very flexible,” explains Hughes. “Some manufacturers use live motion where they’re actually capturing live images. However, for security reasons, some companies are concerned about this method. Other manufacturers use ultrasonics. We tried this approach, but it is not very reliable.
“On a moving assembly line with many moving parts, there are always interruptions in the ultrasonic wave that disrupts the process and disables tools,” claims Hughes. “Even a fan blowing on an operator could interrupt [signals].”
Another form of tool tracking technology uses encoders on an arm. “It’s reliable and works great for station-based assemblies,” says Hughes. “The down side is the additional moving parts. Some systems also need to be calibrated annually. Nexonar does not require this.”
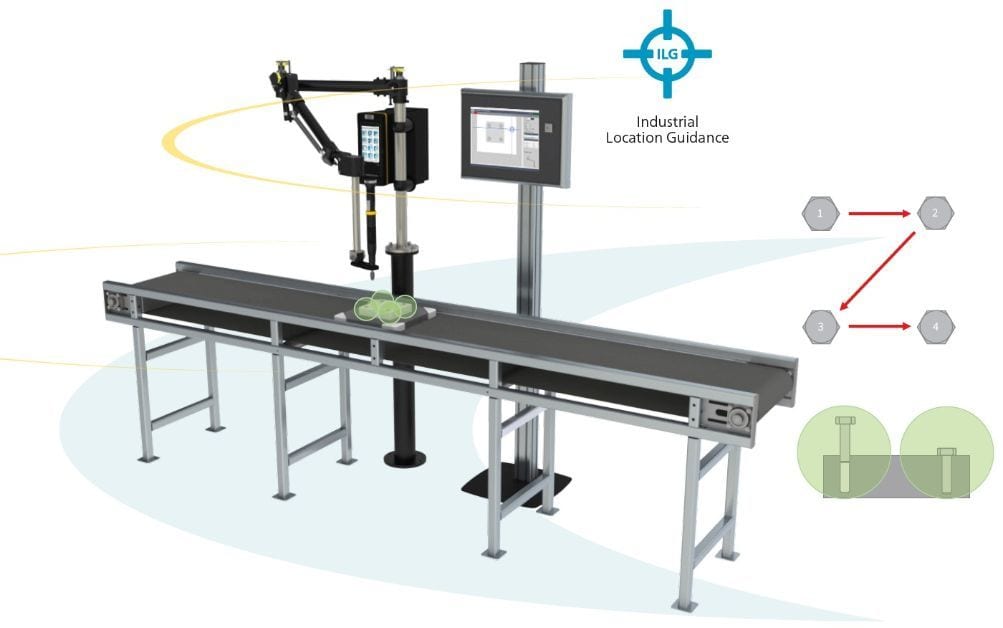
Atlas Copco offers three categories of tool location technology, including bolt-level location systems (ILG and ILS) and station-level location systems (ILT). It’s currently field testing a new line-level location system (ILM) for use on moving assembly lines that will be available early next year.
Industrial Location Guidance (ILG) is an integrated, standalone error-proofing system that offers high-level process security for applications ranging from simple to complex. ILG tracks the exact location of a tool relative to the fastening position, ensuring the correct fasteners are tightened to specification, in the proper sequence.
“Comprised of software, positioning hardware and a controller, the system combines the functionality of a tightening system with position and process control,” says Crowley. “Typical applications for ILG include low-volume, high-value component assembly, repair stations and flexible assembly cells.”
Industrial Location SpotPoint (ILS) is a wireless, bolt-level error-proofing system for handheld or fixtured battery-powered tools that consists of a receiver and transmitters. The receiver triangulates the transmitter positions and generates location data values for the transmitter. Through open-protocol software, position is validated and used to enable or disable fastening tools.
This system ensures that tools stay in the correct workstation and aren’t used for the wrong assembly application. Photo courtesy Atlas Copco Tool and Assembly Systems LLC

“ILG and ILS provide guidance to operators to ensure they are fastening bolts in the correct sequence and aren’t missing any fasteners,” explains Crowley.
Industrial Location Tethering (ILT) consists of a base station and a tool tag. It tethers to a specific workstation, ensuring that a connected tool can only be used within its permitted work zone.
Using wireless measurement technology, the system monitors the distance between the base station and the tool tag. Tool orientation detection allows users to easily define criteria for roll and pitch angles, providing joint differentiation in certain applications.
“ILT acts like a virtual leash for fastening tools,” says Crowley. “It ensures that tools stay in the correct workstation and aren’t being used for the wrong assembly application.
“Bolt-level location systems are popular with manufacturers in a variety of industries, because they give you the most bang for your buck,” claims Crowley. “They give you noticeable quality improvements and improve overall production processes while addressing error-proofing challenges.
“Another benefit is employee training,” Crowley points out. “Many of our customers that experience high turnover rates like the fact that bolt-level location systems require operators to follow a specific order, based on the guidance that ILG or ILS gives them.
“Our products are plug and play,” explains Crowley. “Engineers mount a sensor in a workstation, which connects back via a local area network to our Power Focus controllers. Plastic tags are mounted on brackets and holders are attached to individual tools.”
Kinexon’s real-time locating system (RTLS) is based on ultra-wideband (UWB) technology. “Combined with our OS software, it is the gold standard for precision and agility across industries,” claims Bentanfous.
Tool location and positioning systems are commonly used on automotive assembly lines. Illustration courtesy Atlas Copco Tool and Assembly Systems LLC
“Our combination of location data and powerful Internet of Things software allows customers to interconnect assembly steps with tool assistance systems,” says Bentanfous. “UWB has an extremely low latency, which allows [end users] to trigger events, such as activating the appropriate torque for the respective production step, in real time.
“Another unique aspect of Kinexon OS is its technology- and vendor-agnostic data integration, meaning that it seamlessly processes BLE, GOS, RFID, UWB and other localization technologies from any supplier, which provides unprecedented data transparency for operational technology teams,” explains Bentanfous. “At the same time, it also allows customers to easily scale up their [applications].
“For example, we have seen customers that utilize the same upfront infrastructure, cost and effort to scale use cases such as from traditional search-and-find or track-and-trace to container management, all the way up to complete material flow automation,” Bentanfous points out.
“Kinexon OS follows a no code-low code approach, which means that no extensive IT skills are needed to operate or customize it. The software uses drag-and-drop and simple drop-down menus to set up event triggers and place geofences. It also seamlessly integrates with third-party software such as ERP, MES and WMS.”
This sensor attached to fastening tools enables engineers to monitor and track usage. Photo courtesy Atlas Copco Tool and Assembly Systems LLC

According to Bentanfous, the main differences between passive RFID and UWB technology is in the kind of localization data they generate. While RFID creates selective point-in-time data, UWB can generate continuous, uninterrupted real-time data throughout a defined space.
“UWB technology is superior to RFID technology [when it comes to] data generation, data communication and flexibility,” claims Bentanfous. “In terms of data generation, both UWB RTLS and RFID use tags to generate location data. However, instead of RFID’s traditional gate system, UWB uses a flexible anchor network to calculate the precise, real-time position of assets.
“Another major difference to RFID is that UWB is capable of dynamically communicating data that supports efforts to fully digitize process data,” says Bentanfous “As an example, our ePaper Tag can send and receive process updates or warnings between the shop floor and OS software. UWB was the clear choice for us when designing this software, due to the significant disadvantages of other location technologies.
“UWB RTLS adds value over RFID in terms of flexibility offered on the shop floor,” Bentanfous points out. “Since RFID gates are statically installed, UWB provides a huge benefit when production processes or assembly lines frequently change. This grants our customers maximum flexibility in dynamic production and logistics environments.”
Editor’s note: A Six Sigma Master Black Belt, Anthony Tarantino holds certifications in project management and production and inventory management. He is the author of the new book Smart Manufacturing, The Lean Six Sigma Way, published in May by Wiley & Son’s. He will also be presenting webinar on July 20, titled “How Smart Technologies are Supercharging Continuous Improvement Programs.” Register for free here.
ASSEMBLY ONLINE
For more information on fastening tools and error proofing, visit www.assemblymag.com to read these articles:
June 2022

