ASSEMBLY ESSENTIALS
Flexible Gripping with IO-Link
High degree of flexibility
Compared with simple control via digital I/O, IO-Link increases flexibility within the application, since the free positioning of the gripper fingers allows different workpieces to be handled alternately and confined pick-up and deposit areas to be reached without collision. In addition, the gripping process can be shortened in cycle time-critical applications by pre-positioning the gripper fingers, since only the shortest strokes are performed directly on the workpiece. If malfunctions and errors occur, the user can intervene at that precise point. This leads to immense time savings during commissioning or when replacing the gripper.
An integrated diagnostic function permanently monitors the state of the grippers, and automatically transmits errors to the higher-level control. If a gripper is replaced, the system recognizes it and automatically loads the stored parameters. This speeds up the changeover process and minimizes the risk of errors, as no manual intervention is required.
IO-Link master as a link
IO-Link masters are compatible with other communication protocols, such as Modbus/TCP. In this way, IO-Link allows for consistency from the control level via the automation level (fieldbus/Ethernet) to the internet. In addition to the digitalized, and thus secure and loss-free, transmission of measured values to the machine control system, information such as device identity or diagnostic and parameter data can be transferred to the ERP system or cloud solutions. The identification data ensures that mix-ups and manipulations do not happen. For SCHUNK grippers, an IO-Link master of port class B is sufficient as a link between the actuator and the fieldbus. This master receives the process data from the gripper and other IO-Link components, combines them and sends them to the higher-level bus system. Status data is quickly transmitted to the control level via the IO-Link master. Therefore if a PLC is used, no additional software is needed. Since IO-Link masters can only operate a certain number of IO-Link devices, several masters are often used side by side in larger applications. They are used to integrate devices with different functions into a universal communication protocol. IO-Link masters can therefore communicate with any controller, server and IT system as well as any cloud solution and enable uniform access to all parameters and diagnostic functions of the connected devices.
High degree of standardization
Using SCHUNK grippers with IO-Link has benefits for international companies, in particular when systems have to be equipped with different automation systems depending on the target market. Machine builders and system integrators then benefit from standardized installation and device functionality at the sensor/actuator level that is independent of the fieldbus system. Only the IO-Link master need to be adapted to the corresponding fieldbus system.
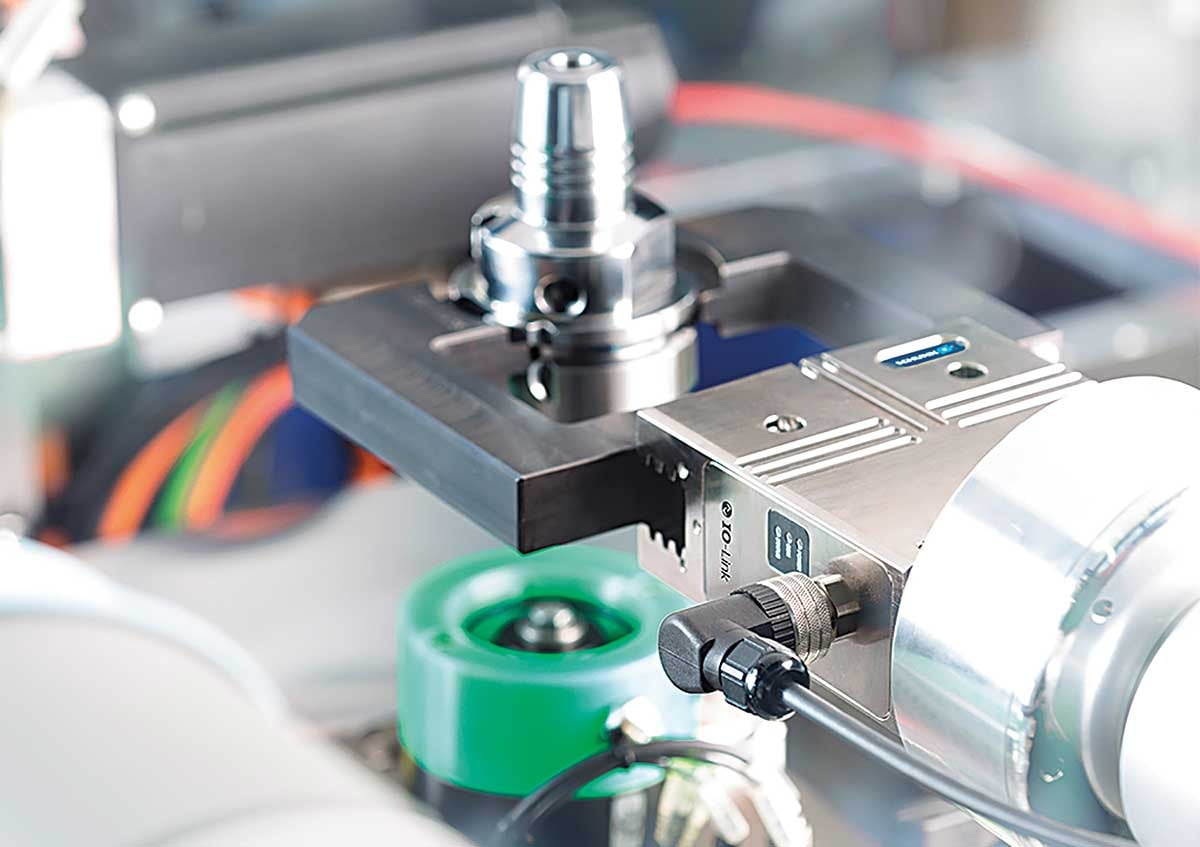
IO-Link is a communication interface that is becoming highly regarded in manufacturing and production because of its simple installation and the ability to transmit parameterization and diagnostic data.SCHUNK grippers which have the IO-Link interface, such as the universal gripper SCHUNK PGN-plus-E or the small components gripper SCHUNK EGP, both comply with the IO-Link Class B standard and also comply with the IO-Link specifications for software and hardware, can be easily integrated into the production environment and put into operation with little effort, making it particularly useful to smaller plant engineering companies and industry-owned project development departments.
A single cable for control and voltage supply is sufficient for actuating the gripper, and also for receiving and sending data between the higher-level control. This reduces the wiring effort required and the number of interface and connector variables in the system. Via the IODD (IO Device Description), the gripper is registered with the higher-level controller and can now transmit parameterization and diagnostic data via the digital point-to-point connection. For example, it is possible to centrally determine the finger position during system operation, and vary it - if necessary, with each individual cycle. The gripping force can also be adapted to the respective workpiece in the software settings so that handling scenarios with deformation-sensitive parts can also be realized. In addition, data on the condition of the gripper, and temperature or maintenance cycles can be analyzed.



March 2021

ESSENTIALS