MONTH 2023

Manufacturing History
The Chrysler Six had a number of unique features that look ancient compared to the sleek Chrysler Halycon concept car above. Photo courtesy Stellantis
Detroit’s “other” automaker has an important legacy and unique heritage.
Chrysler:
A Century of Innovation
Austin Weber // Senior Editor // webera@bnpmedia.com
For decades, Ford Motor Co. and General Motors have been the two largest U.S. automakers. But, Chrysler also was an important member of Detroit’s Big Three at one time.
Chrysler is celebrating its centennial this year, which also happens to be the 150th birthday of founder Walter P. Chrysler. In recent years, once-mighty Chrysler has been relegated to playing the role of a lackluster brand owned by multinational Stellantis. Before that, the marque shared the spotlight as part of the FiatChrysler and DaimlerChrysler amalgamations.
Chrysler’s last year as an independent entity was 1997. At the time, the company’s annual report proclaimed: “Great cars and great trucks are as much art as science. They have personality, character, distinctiveness, soul and the power to lift spirits…At Chrysler, we see cars and trucks as more than commodities or appliances, and we see vehicle quality as more than just an absence of negatives.”
Those words sum up the company’s fighting spirit, plus its willingness to break the mold and be different than other automakers. For decades, the company founded in 1925 was synonymous with innovation.
Chrysler pioneered automatic transmissions, hydraulic four-wheel brakes, streamlined bodies, supercharged engines and turbine power trains. And, along the way, it made everything from muscle cars to minivans, in addition to air conditioners, boats, rockets and tanks.
“Chrysler was always much smaller than GM and Ford, and more focused on core engineering,” says David Zatz, Ph.D., an adjunct professor of business management at Fairleigh Dickinson University who has written extensively on change management, corporate culture and quality control.
“The company tended to focus on engineering all the way into the 1990s, until it was swallowed up by Daimler,” explains Zatz, who is the author of Century of Chrysler and curator of a website called MoTales. “Chrysler had, culturally, a fall-and-rise history built in, and tended to go from riding high to failure pretty quickly.”
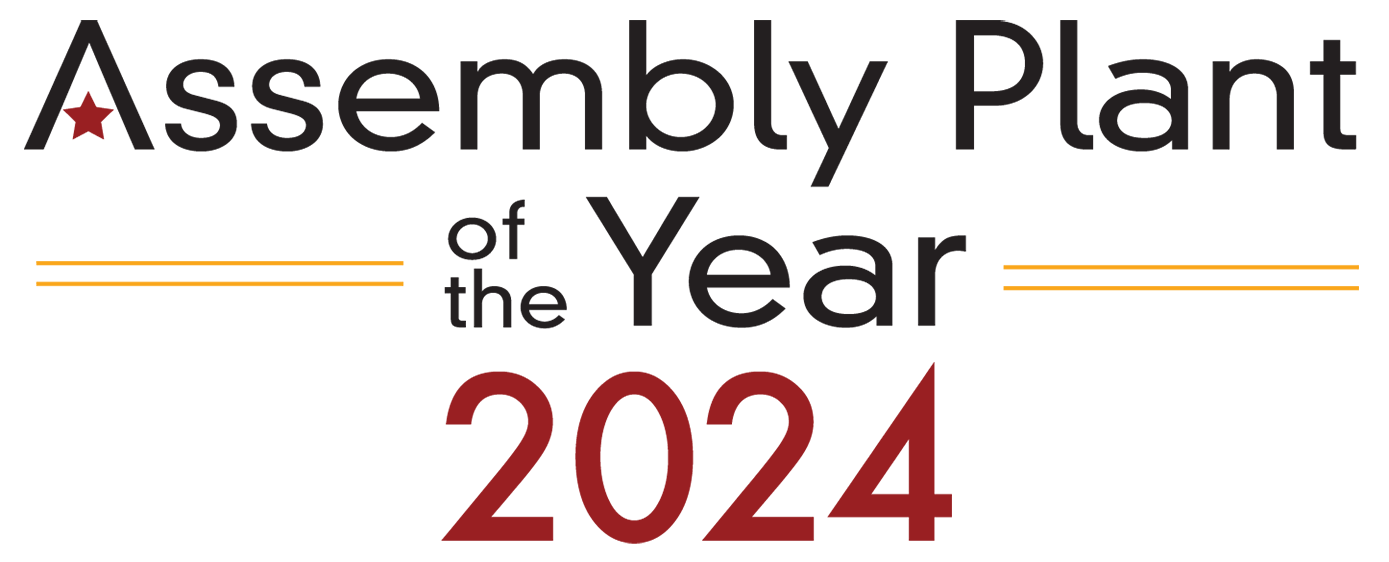
This photo from 1916 shows one of the chassis assembly lines at the Dodge Main factory. Photo courtesy Stellantis
Better Than a Novel?
If they every build a Mount Rushmore for the American auto industry, it will undoubtedly contain the faces of giants like Henry Ford and GM’s Alfred Sloan. Both individuals dramatically influenced the way that cars are still being designed, marketed and manufactured today.
Walter Chrysler is another important figure who would certainly join them. In the mid-1920s, he developed a cutting-edge car that made Ford engineers turn their heads and GM executives lose sleep.
During the latter half of the Roaring Twenties, Chrysler was the toast of both Detroit and New York City, where he lived and often entertained. In fact, just like some of the fictional characters in The Great Gatsby, a popular novel that also debuted in 1925, Chrysler owned a large estate on Long Island and loved to party.
Chrysler became a larger-than-life figure as he forged his namesake empire. By the end of the 1920s, the Midwestern farm boy and self-taught mechanic was on the cover of Time magazine and was building the tallest building in the world in midtown Manhattan.
After a successful stint as a machinist and mechanical engineer working on steam locomotives for several mid-sized railroads, Chrysler managed the American Locomotive Co.’s factory in Pittsburgh, where he turned around the operation. He was also fascinated by the nascent auto industry.
“Like Ford, he began with innate technical skills and subsequently developed exceptional abilities as a manager and entrepreneur,” says Witold Rybczynski, a University of Pennsylvania professor and author of The Driving Machine. “His idea was to build a compact, maneuverable automobile with the quality and performance of a large luxury car, but at a mid-level price.”
Chrysler was an avid reader of Scientific American magazine and first became infatuated with motor cars during a visit to the 1908 Chicago Auto Show. That’s where he fell in love with and purchased a Locomobile touring car.
Chrysler shipped the vehicle by rail back to his home in Oelwein, IA. He then proceeded to spend most of his free time tearing the vehicle apart and rebuilding it. In fact, he did that up to 40 times to become intimately familiar with how cars were assembled.
Because of his no-nonsense reputation and manufacturing expertise, Chrysler was lured to General Motors in 1912, where he transformed the Buick Motor Co. factory in Flint, MI, into a production powerhouse.
Chrysler implemented a series of innovations to reduce the time and cost of final assembly. He set out to streamline the production process by eliminating wasted time and materials, and making early Buick cars easier to assemble.
Chrysler introduced methods and techniques that were new to the auto industry, such as determining the cost of a car in advance of production, rather than setting the price by guesswork after it was assembled.
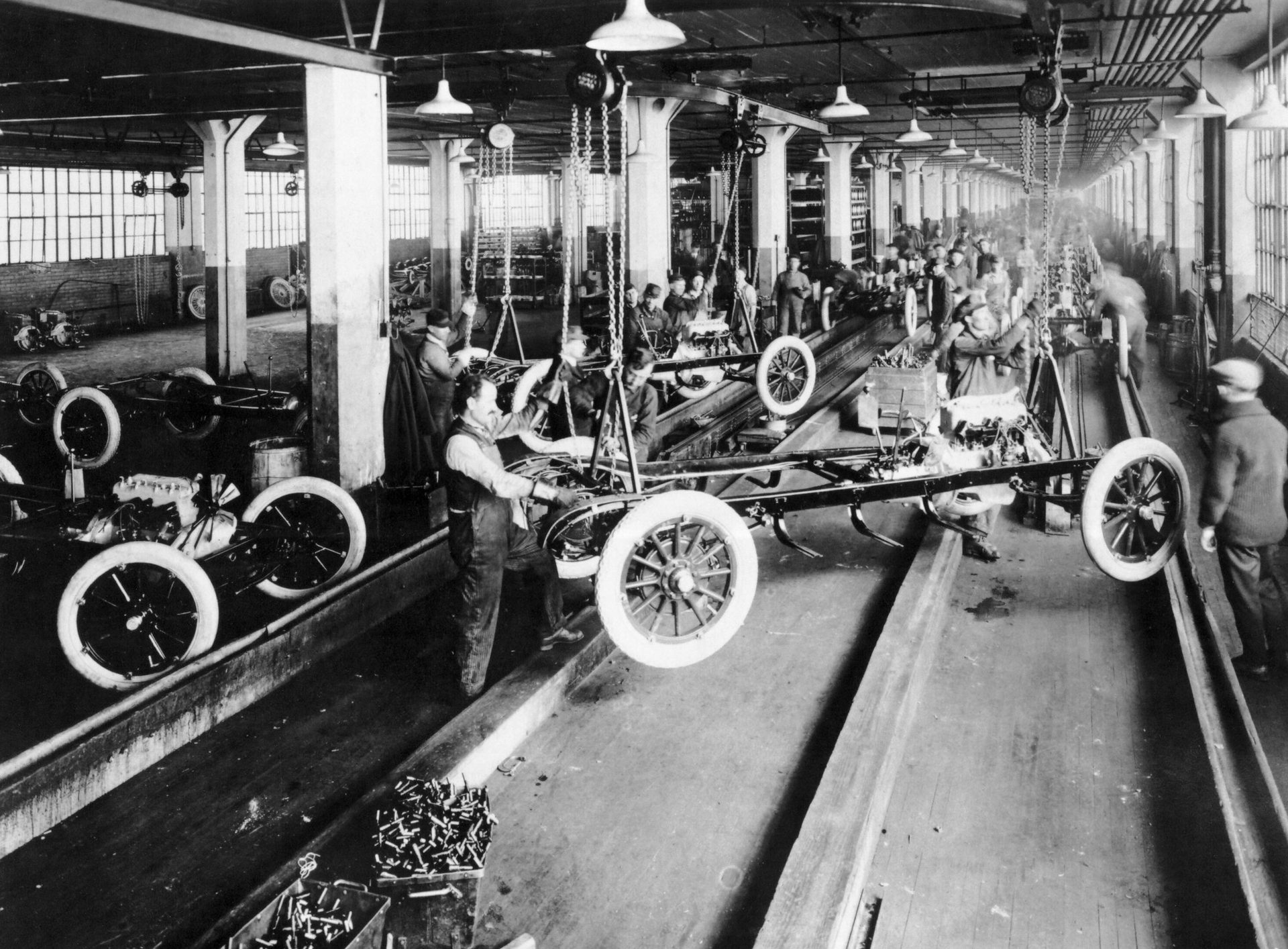
Dodge Main was a massive facility on the northeast side of Detroit that operated from 1920 to 1980. Photo courtesy Stellantis
Buick assemblers had been using traditional carriage-building methods. It took four days to produce one automobile frame. Each wooden frame was sanded, painted several times and dried for 12 hours between coats. Chrysler slashed production time in half by eliminating several coats of paint and reducing drying time by increasing the temperature in the drying rooms.
The building used for final assembly had numerous posts scattered about the floor to support the roof. To increase the amount of available space and improve material flow, Chrysler braced the roof with stronger trusses and removed the support beams.
When Chrysler arrived on the scene, each Buick model was almost completely assembled in one spot on the factory floor. Crews carried parts to each workstation, assembled part of the vehicle and then moved on to the next workstation.
“Chrysler quickly reduced chassis assembly time from four days to two by eliminating unnecessary painting,” says Charles Hyde, author of Riding the Roller Coaster: A History of the Chrysler Corporation. “At the same time Henry Ford was experimenting with an assembly line at his Highland Park factory, Walter Chrysler introduced a similar system at the Buick plant, pushing the unfinished chassis along track through the assembly area.”
To speed up production, Chrysler installed a track throughout the plant that was made from two-by-fours. After the wheels and springs were attached to the frame, vehicles were pushed along the track and, as the car came to assemblers, they each attached a part before the car was wheeled to the next workstation.
Chrysler claimed that Ford operated its final assembly line on a chain conveyor after Buick had begun its own nonmotorized system.
Because of the new assembly process, Buick output increased from 45 to 200 cars a day from the same factory space. As a result, production increased to 28,000 units in 1912.
By 1915, Buick assemblers were turning out 150,000 cars per year. Within four years, Buick was generating $48 million in sales annually—more than half the money GM earned. And, the Buick complex in Flint continued to thrive for decades as GM’s most vertically integrated facility.
As a reward for his efforts, Chrysler was named president of Buick and vice president of GM. However, he left suddenly in 1919 because he was frustrated by a long-running feud with Billy Durant, the company’s flamboyant founder and president. Chrysler cashed in his stock holdings and walked away a multimillionaire.
But, Chrysler didn’t stay away from the auto industry for long. He was coaxed out of retirement by a group of bankers and investors in a struggling automaker that was on the verge of bankruptcy.
After turning around the fortunes of several small, independent automakers such as Chalmers, Maxwell and Willys-Overland, Chrysler was hailed as “the greatest doctor of sick automobile companies that the industry had ever known” by Time magazine.
On June 6, 1925, Chrysler eventually gained control of the Maxwell Motor Co. He put his name on the door and quickly molded it into a giant player in the auto industry. Along the way, Chrysler acquired several factories, such as the Chalmers plant on East Jefferson Avenue in Detroit and the Maxwell plant in Highland Park, MI.
Chrysler plants featured state-of-the-art conveyor technology. Photo courtesy HBS Archives, Baker Library/Harvard Business School
Meteoric Rise
A century ago, Chrysler Motors was the Tesla of its day: a start-up company that introduced disruptive concepts and bold ideas to the auto industry. It was run by an innovator who was unafraid to take chances and try new things.
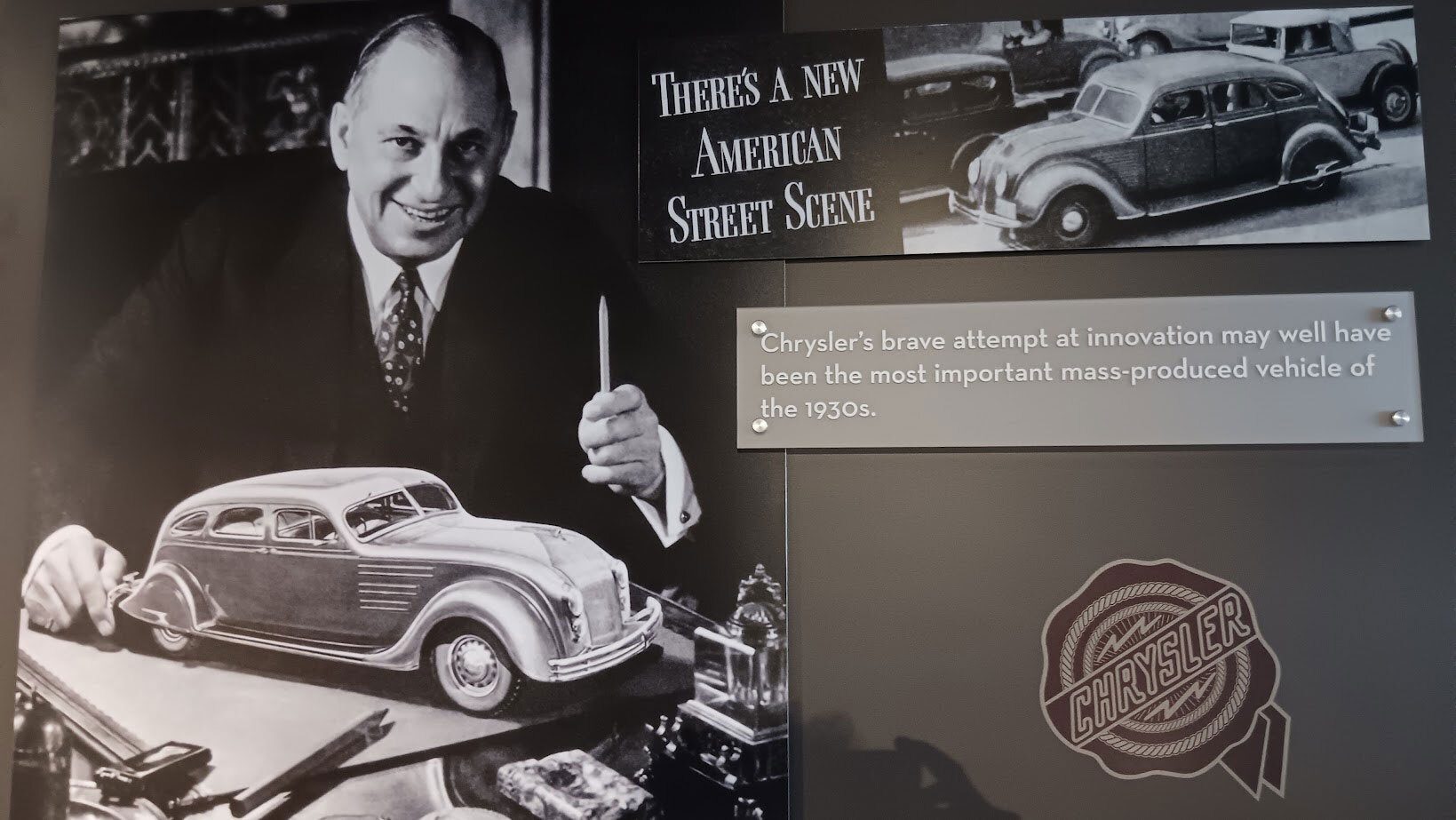
Chrysler had already made headlines with a revolutionary new automobile that could consistently run at an unprecedented 70 mph (at the time, 60 mph was considered fast). The Chrysler Six (also referred to as the B70) was a six-cylinder machine that had a number of unique features, such as an enclosed body with large windows.
It was one of the first production cars to have a dashboard and a full set of instruments, such as a speedometer, odometer and fuel gauge. The 3,000-pound car handled well and drove smoothly due to its use of “balloon” tires, which were thicker and wider than conventional tires at the time.
“Mechanical refinements included a seven-bearing crankshaft, which increased stability and reduced vibrations, and four-wheel hydraulic brakes, at a time when many cars had [cable-operated] brakes only on the rear wheels,” says Rybczynski. “Novel rubber engine mountings dampened vibrations.”
“The B70 had several engineering traits that were very advanced for the time,” adds Greg Biskey, a Chrysler aficionado and owner of the Old Chrysler Garage, a museum in Isanti, MN, that is dedicated to the marque. “It was the first mass-produced car to have hydraulic brakes and an oil filter.
“The first Chrysler also had a much higher compression engine than most cars of its time, which made it a snappy accelerator for a car of its size,” explains Biskey. “The engine featured full oil pressure lubrication, instead of the splash system used on cheaper cars.
“It was a very handsome, mid-priced car,” claims Biskey. “More than 32,000 were sold the first year, which was a staggering amount for a new marque.”
The next year, Chrysler sold 100,000 cars and 182,000 the third year. Because of its many unique features and affordable price, the car appealed to numerous consumers and Chrysler sales increased a whopping 500 percent between 1925 and 1929.
To generate publicity, Chrysler hired Ralph DePalma (a famous racing driver who won the 1915 Indianapolis 500, among many other achievements) to set several speed records. He also entered a team of cars in the LeMans 24-hour endurance race, where they performed well against older, more established European automakers.
By 1927, two-year-old Chrysler Motors had become the fourth largest automaker in the U.S., after GM, Ford and Hudson. With a strategic acquisition a year later, Chrysler was quickly producing 360,000 vehicles a year and became part of the Big Three.
After its meteoric rise in the auto industry, Chrysler went into overdrive in 1928. That’s the year that it acquired the Dodge and DeSoto brands, in addition to the Graham Brothers Co., a leading manufacturer of medium- and heavy-duty trucks. And, just in case that wasn’t enough of a coming out party, Chrysler started a new budget brand called Plymouth.
Almost overnight, upstart Chrysler Motors became a production powerhouse. Because of his bold moves, Walter Chrysler was named the 1928 Man of the Year by Time magazine.

This view from 1934 shows a fresh batch of Dodge sedans approaching the end of the assembly line. Photo courtesy Stellantis
Impressive Plant
During the 1920s and 1930s, Chrysler wowed observers with its production prowess. The company’s crown jewel was the Dodge Main factory in Detroit.
Dodge Main looked similar to Ford’s more famous Highland Park factory, which was the birthplace of the moving assembly line in 1914. In fact, the basic layout of the two manufacturing complexes shared many common features, which was partially because the same architect, Albert Kahn, designed both facilities.
Each plant was comprised of multistory reinforced concrete buildings that housed machine shops and assembly lines. Large floor-to-ceiling windows and interior light courts provided natural illumination.
Dodge Main was officially called the Hamtramck Assembly Plant when it opened in 1911. At the time, Dodge was a major supplier to Ford. In fact, it fabricated most of the parts and components that were used to assemble the Model T. But, the business relationship ended abruptly in 1914 when John and Horace Dodge unveiled a car of their own, which featured an all-steel body.
After the 35-hp, four-cylinder touring car was introduced, the Dodge brothers embarked on a major expansion project that tripled their factory’s floor space. By the 1920s, the fully integrated facility comprised more than 30 buildings that produced almost every part needed to build an automobile. The entire complex was largely self-sufficient and included its own barber shop, fire department, hospital, laundry, post office and restaurant.
Dodge Main nearly rivaled Ford’s famous River Rouge plant in terms of vertical integration. The only thing that it lacked was a steel mill. However, at the time of their sudden deaths in 1920 (John and Horace Dodge contracted Spanish influenza while attending the New York Auto Show), the Dodge brothers were planning to build such a facility.
K.T. Keller, who worked under Walter Chrysler at Buick, rejoined him in 1926 as vice president in charge of manufacturing. One of his first projects involved streamlining production at Dodge Main, where he freed up half the floor space within 90 days after the Chrysler-Dodge merger. One of Keller’s tasks was to install state-of-the art automation.
“Every manufacturing plant within Chrysler is conveyorized,” explained an article in the May 20, 1936, issue of Automotive Industries. “Perhaps the most complex use of conveyors is in the mammoth Dodge factory in Detroit.
“Here, a number of multistory buildings have been adapted to modern automobile production processes, economical operation being accomplished largely because of the ingenuity shown in connecting one process with another by means of conveyors.
“Over 400 separate conveyors link together various departments and provide transportation for materials within departments. Assembly conveyors carry materials through assembly operations, whether manual or mechanical. The majority of these conveyors carry parts or assemblies in desired positions past operators. In many cases, the part is held on a fixture or truck.
“An elaborate example of conveyor usage is found in the eight-story body building, where stampings are made and received on the first floor, finished on the second floor, assembled on the eighth and seventh floors, painted on the sixth, fifth and fourth floors, and trimmed on the third floor. This area is covered by a network of 128 separate conveyors with a total length of 12.6 miles.”
At its peak during World War II, 40,000 people worked at Dodge Main, which comprised 67 acres and 5 million square feet of floor space. However, the multifloor complex became more and more inefficient by the 1960s when Chrysler built new plants in Belvidere, IL, and Fenton, MO.
Chrysler converted the complex from a medium-volume integrated manufacturing plant to a high-volume assembly facility in the 1950s. It featured two assembly lines that wound through the plant and traveled over several floors in a confusing labyrinth.
The assembly lines did not always run parallel to each other and often were on different floors or in different buildings when similar operations were performed. The asymmetrical nature of the assembly lines further complicated plant operations and made material handling difficult.
The historic Dodge Main facility closed in January 1980 and was torn down. At the time, 5,000 people were working there assembling the Dodge Aspen and the Plymouth Volare. Today, the site is home to GM’s Factory Zero, which specializes in electric vehicles.

“Famous for safety, sturdiness, dependability and amazing economy of operation, now the new Dodge for 1936 tops it all by sensationally scoring with breathtaking beauty….” proclaimed this eye-catching print advertisement. Illustration courtesy Stellantis
Inspection System
Plymouth Production
In January 1929, Chrysler ramped up a sprawling one-story plant on Lynch Road in Detroit to mass-produce its new Plymouth brand, which was marketed under the theme of “Standardized Quality.” An aggressive advertising campaign worked, and production soared from 59,031 vehicles in 1928 to 255,566 by 1933.
Plymouth’s low prices and cutting-edge technology appealed to consumers. For instance, early models featured a radically new system for mounting the engine, dubbed “floating power.”
“Standard practice in the industry was to bolt the engine directly to the car’s steel frame at the four corners of the engine, which added torsional stiffness to the frame,” says Hyde. “When accelerating, the engine would ‘kick’ sideways, transmitting vibrations and noise through the frame to the car’s body.
“[Engineers] devised a system whereby the engine rested on two rubber mounts, one located just under the water pump at the front of the engine and the other at the rear of the transmission,” explains Hyde. “The center of gravity of the engine was midway between the mounts, allowing the engine to rotate around the axis line through the center of the engine, eliminating the side kick.”
By the early 1930s, Plymouth was the third most popular nameplate in the U.S. market. “Plymouth saved Chrysler in the early part of the Depression,” claims Hyde.
In 1933, Chrysler became the No. 2 U.S. automobile manufacturer and maintained that position for two decades.
“[During its early years, Chrysler Motors struggled] to increase manufacturing and assembly capacity to meet growing demand,” says Hyde. “Chrysler enlarged its manufacturing facilities significantly in 1928.”
At the time, its two main facilities were the former Maxwell plant in Highland Park and the former Chalmers plant on Jefferson Avenue in Detroit. Chrysler purchased most of its bodies from the Briggs Manufacturing Co. (it later acquired the firm in 1953).
To mass-produce its new Plymouth brand in the late 1920s, Chrysler quickly built a large plant two miles north of Dodge Main. The one-story assembly building, a steel and glass structure designed by Kahn, was 375 feet wide and 2,490 feet long. At the time, it was the largest automobile assembly building in the world and was the last major new auto built in Detroit until 1984.
“In all, 2,495 machine tools have been placed in operation in the plant,” explained an article in the May 1929 issue of Machinery magazine. “All these machines have individual motor drive, the motors varying from one-quarter to 100 horsepower. This equipment is sufficient for the production of 1,000 cars a day, each of the two assembly lines having a capacity of 500 cars a day, or approximately one car a minute for each line during a nine-hour day.
“There is practically no trucking within the plant. Both raw materials and finished parts are moved to and from the operations on conveyors. In all, there are 14.5 miles of conveyors. Practically the entire car, except the body, is built completely within the plant.
“The plant is laid out with a view to eliminating all waste effort, and every operation that can be performed automatically is so handled. For example, in the plating and enameling installations, [the only] labor required is to hang the parts to be treated on the conveyors. From that moment on, the parts are automatically dipped in the tanks and passed in and out of the drying ovens without any manual labor.
Walter Chrysler was responsible for several significant technical innovations in the auto industry, including streamlined bodies. Photo by Austin Weber
“The frames, without some of the brackets and other auxiliary parts, are delivered to the assembly line at one end of the shop, and from that moment on they are carried along conveyors until the entire car is assembled. The total time from the moment that the frame enters the assembly line until the completed car, with gasoline in the tank and a driver on the seat, leaves the assembly line, is two hours and 40 minutes.
“Eight different models of the Plymouth car are built, but through variations in the painting and striping of the bodies, the types of wheels used and upholstering, 250 different combinations are available.
“It takes about one hour from the time that the wheels and bodies are placed on the chassis until the completely assembled, tested and inspected car is ready for delivery. It is literally possible for the sales department to ask a customer to sit down and wait for an hour while a special combination to his own specifications is assembled and made ready for him to drive away. Thus, the speed and efficiency of building and equipping this plant has been carried right through the building and assembling of the product.”
In 1931, DeSoto production was moved to the Lynch Road facility from the Highland Park factory. A body shop and engine plant were added in 1932, along with a third assembly line.
“There is no more interesting sight in the industry than to step inside the Plymouth factory in Detroit and view the intricate web of overhead conveyors carrying parts through subassemblies and finally delivering them,” proclaimed an article in the May 20, 1936, issue of Automotive Industries.
“Plymouth’s factory, containing 1,000,000 square feet of space, is all on one floor, half a mile long. No other plant builds so many cars in the same area. The two assembly lines are the longest in the industry, with the most workmen along them. Together they can turn out over 170 cars an hour, or better than three a minute.”
The Lynch Road plant became famous in the 1960s and 1970s as the birthplace of muscle cars such as the Dodge Charger and the legendary Plymouth SuperBird. However, the facility closed abruptly in 1981.
At the time, the aging plant, which had undergone a $50 million refurbishing two years earlier, was producing Chrysler Newport and New Yorker, Dodge St. Regis and Plymouth Grand Fury.

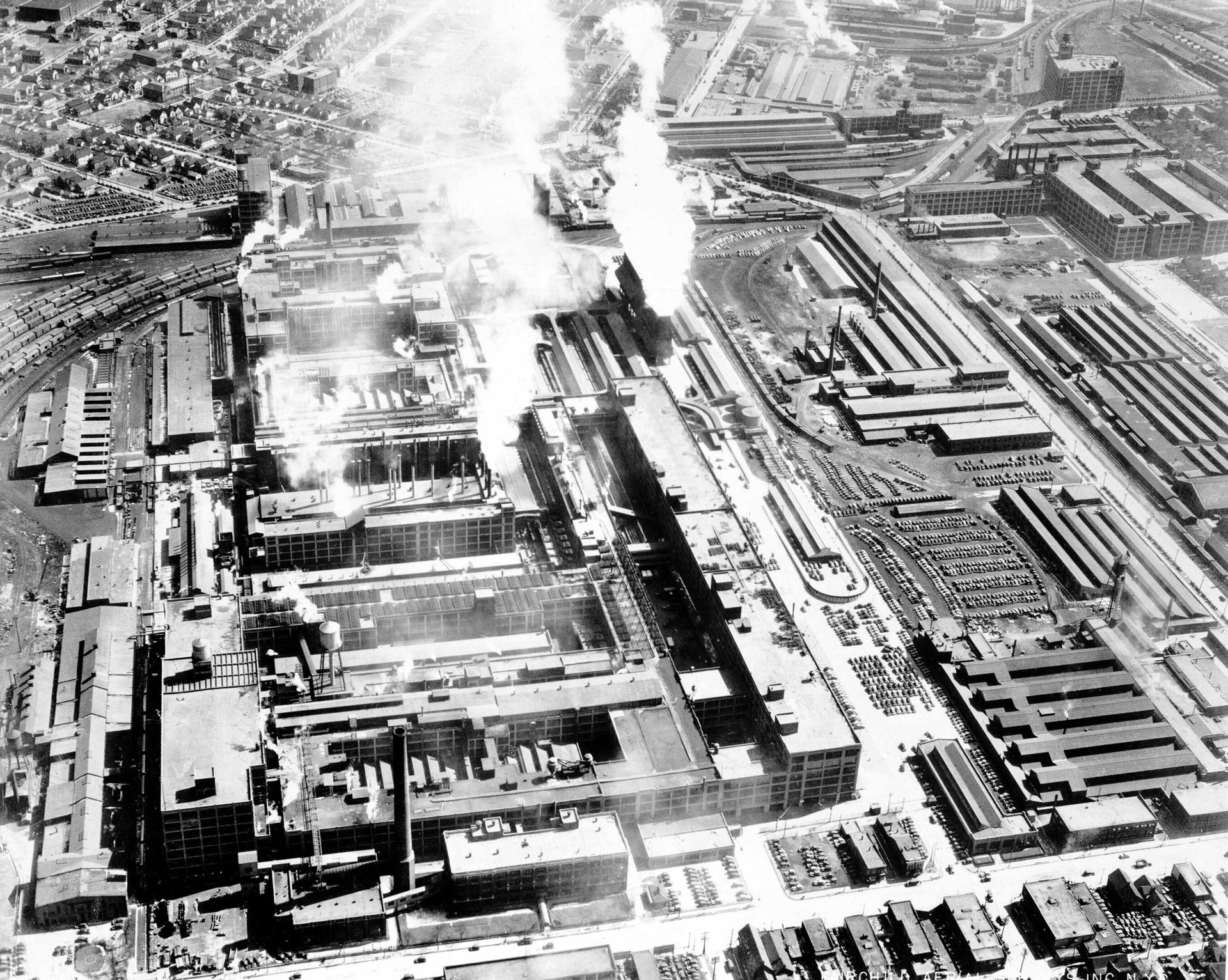
In the early 1930s, Chrysler engineers developed new welding processes to assemble bodies for the revolutionary Airstream sedan. Photo courtesyNational Automotive History Collection, Detroit Public Library
Flexible Factory
Chrysler’s other big factory in Detroit was the Jefferson Avenue plant on the city’s East Side, which was built in 1908 for the Chalmers Motor Co. It was one of architect Albert Kahn’s earliest reinforced-concrete plants.
The eight-story complex was the scene of a bitter sit-down strike in March 1937. For many decades, it also was the facility where Chrysler built its flagship Imperial luxury sedans, along with many other types of vehicles.
“The fine degree of synchronization needed along an assembly line is well illustrated by the Jefferson Avenue plant in Detroit,” noted an article in the May 20, 1936, issue of Automotive Industries. “A greater variety of models is built at this plant than anywhere else in the corporation, and therefore, the manufacturing problem is in many ways more complex than elsewhere.
“After being carried along the line upside down for operations on the underside, the chassis is inverted for further assembly of sedans, an occasional town car or limousine, and perhaps a few custom chassis. The cars may be painted in any of 10 standard colors or any special color the customer may specify.
“There are 72 different engine combinations, depending on whether the car is for export or domestic use, whether it has an aluminum or cast-iron cylinder head, whether it has an overdrive or standard transmission. Trim can be broadcloth, mohair or leather, plus any special orders.
“Close to 5 million combinations are possible—all of which means that every car moving down the assembly line differs in some detail or equipment from the car in front of it and the car behind it. The job is to have the exact body, of the correct color, trim and model, over the chassis at a given point ready to be lowered on; and every other part of correct specification must be on hand at the right spot to be attached to the right car when it arrives there.”
Bodies were made on the north side of Jefferson Avenue at the Kercheval plant and then transported across the street by flatbed truck. In 1955, a bridge was built to house an enclosed conveyor. Chrysler spent $100 million to retool the plant with 90 welding robots to produce K-cars in the late 1970s.
However, the factory closed in February 1990. At the time, the facility was producing Dodge Omni and Plymouth Horizon subcompact cars. At the time of its closure, automobiles had been built at this factory longer than at any other U.S. auto plant.
The 145-acre complex was demolished in 1991. Today, Chrysler still operates a factory on the site, known as Jefferson North, that assembles sport utility vehicles such as the Dodge Durango and Jeep Grand Cherokee.

This scene from the late 1930s shows seat cushions being produced inside the vertically integrated Dodge Main plant. Photo courtesy National Automotive History Collection, Detroit Public Library
Aerodynamic Innovation
After several years of top-secret development, Chrysler unveiled a revolutionary design called the Airflow in 1934. It was the first mass-produced American car to feature a streamlined design.
When it debuted at the Century of Progress world’s fair in Chicago, the futuristic looking sedan caused a sensation with its curvaceous front grill and skirted fenders. It was sleeker, longer and sat lower to the ground than other automobiles at the time.
Among other things, the eight-cylinder Airflow featured a roomy interior and improved ride quality. “The rear seat was located ahead of the rear axle, which improved comfort for the passengers and distributed the weight more evenly, resulting in a smoother ride,” says Rybczynski.
To achieve those breakthroughs, engineers had to solve several challenges, starting with the aerodynamic body. They developed new types of fabrication processes and equipment, such as hydromatic welding and cycleweld bonding.
“The Airflow incorporated a radically different frame and body structure,” says Hyde. “Conventional American cars had a heavy steel chassis frame, which supported the engine, drivetrain and the body. Automobile bodies, merely bolted to the chassis frame, usually consisted of metal panels framed in wood.
“The Airflow instead used a unit body-frame design, in which the body is integrated with the frame,” explains Hyde. “Chrysler called the Airflow structure the ‘bridge truss’ body-frame.
“A series of horizontal and vertical steel truss members welded together created a ribbed cage structure that encased the passengers,” Hyde points out. “The result was a strong, rigid frame resistant to vibration and largely free of rattles. The doors, fenders and hood lid were attached to the frame with hinges, while the body panels were electrically welded to the frame.”
Chrysler engineers had to tackle a variety of issues that caused long production delays. Part of the problem was because the semi-unit body of the Airflow was 1 inch lower to the ground and 150 pounds lighter than a conventional frame-and-body car. The body also was 7 feet longer than alternatives.
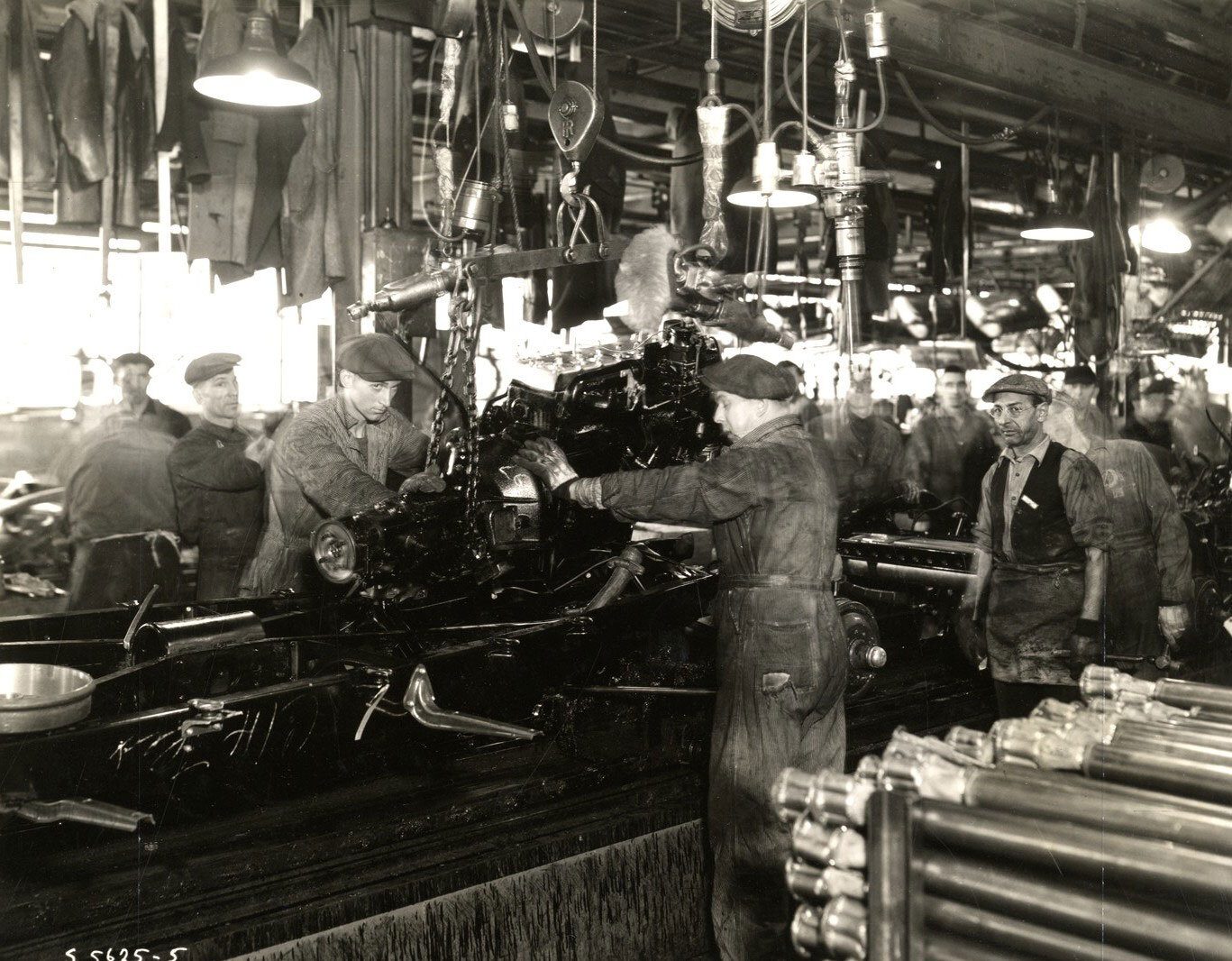
Assemblers attach an engine onto the chassis of a Chrysler Imperial, the automaker’s top-of-the-line model. Photo courtesy National Automotive History Collection, Detroit Public Library
“Assembling Airflows was more complicated and costly than was the case for conventional models because the body required a lot of welding,” notes Hyde. “Chrysler struggled to get Airflow into production because the unit body-frame design required an entirely different assembly process. The front-end and rear-end parts of the body were assembled in two different plants, welded together to form a single body and only then were welded to the bridge-type frame.”
According to an article in the Nov. 1, 1934, issue of Iron Age, the Airflow body shop was equipped with 12 hydromatic welders, 12 gas welders, 38 arc welders, 31 fixed spot welders, 28 portable spot welders and 12 indirect welders. The hydromatic welders, which performed multiple welds at once, completed 313 spot welds on each Airflow body.
“The plants where the car was to be built were designed for another era and had 17- or 18-foot centers on the floor support posts that were 2.5 -feet in diameter,” says H. Eugene Weiss, a former Chrysler engineer and author of Chrysler, Ford, Durant and Sloan. “The space was fine for the 10-foot conventional bodies of the day, but a 17-foot Airflow body could not be built or moved in such a small space.
“The Airflow body was split—one-third was the engine compartment up to the center of the front door and two-thirds was the rear half of the front door opening to the rear bumper,” adds Weiss. “This was done in order to have body parts that were small enough to be made in the plant
“The result was a fixturing nightmare,” explains Weiss, “because the front door was always of a fixed size and shape, but the opening that it was to fit into varied in size and shape depending on how well the front or rear halves of the body fit together.”
Although the vehicle pioneered lightweight construction and fuel-saving aerodynamics, it was a flop with consumers and Chrysler discontinued production in 1937. “The Airflow, with its blunt front, odd grill and watered-down Art Deco touches, not only lacked glamour, but to many it seemed downright homely,” says Rybczynski.

Thriving in the Thirties
When the Great Depression started in 1929, Chrysler Motors was only four years old. Remarkably, the young company not only survived but thrived during the 1930s, unlike many other automakers that went out of business.
Although the Dodge acquisition improved its scale, Chrysler only had an 8 percent share of the U.S. market when the Great Depression began.
“What truly differentiated Chrysler was its focus on improving efficiency—which would be a competitive advantage under any circumstances,” says David Rhodes and Daniel Stelter, a pair of consultants at the Boston Consulting Group Inc. who wrote Accelerating Out of the Great Recession in 2010. “Attempting to compensate for its scale disadvantage in relation to the Big Two, Chrysler increased its production efficiency by 50 percent.
“The assembly lines for Chrysler’s Plymouth brand reached production levels of 90 cars per hour in comparison with 60 cars per hour at both GM and Ford, which enabled Plymouth to realize the highest profit per unit of any discount auto brand at the time. Although Plymouth had half the sales volume of Chevrolet, it generated 70 percent more profit per unit.
“In addition to managing costs effectively, Chrysler also made vital moves to support the top line. Understanding that sales in a severe recession were more likely to come from a budget vehicle, Chrysler had the courage to open new dealerships and expand its advertising and marketing support (thanks to lower advertising rates) for Plymouth, its discount brand. As sales of more expensive brands plummeted, Plymouth sales surged.
“Even while it successfully coped with the Great Depression, Chrysler kept its eye on the long term. [It] saw that the nationwide highway expansion program, undertaken as part of the New Deal, would create a demand for faster, more powerful cars. Accordingly, the carmaker continued to invest in research and development during the tough times.”
There were two major world’s fairs held in the United States during the 1930s, in Chicago (1933-34) and New York City (1939). Chrysler was a major participant at both events, displaying vehicles and touting its manufacturing expertise.
At the Century of Progress in Chicago, the Chrysler pavilion was one of the fair’s most striking buildings. The Art Deco structure featured 125-foot pylons laid out to form a Greek cross in front of a 325-foot-long reflecting pool.
“At the World’s Columbian Exposition of 1893, Walter Chrysler was just another ticketholder in the crowd, gawking at the marvels on display [in Chicago],” says Vincent Curcio, author of Chrysler: The Life and Times of an Automotive Genius. “Forty years later, he was the proprietor of the biggest exhibit of all at the Century of Progress. A world away, in time and life.”
Part 2 of this article, covering World War II and beyond, will appear in the December issue.

ASSEMBLY ONLINE
For more information on the history of automotive manufacturing, visit www.assemblymag.com to read these articles:



