Metal Parts Joining
Jim Camillo // Senior Editor // camilloj@bnpmedia.com
Induction brazing is faster, safer, greener and more repeatable than other brazing methods.
Induction Brazing
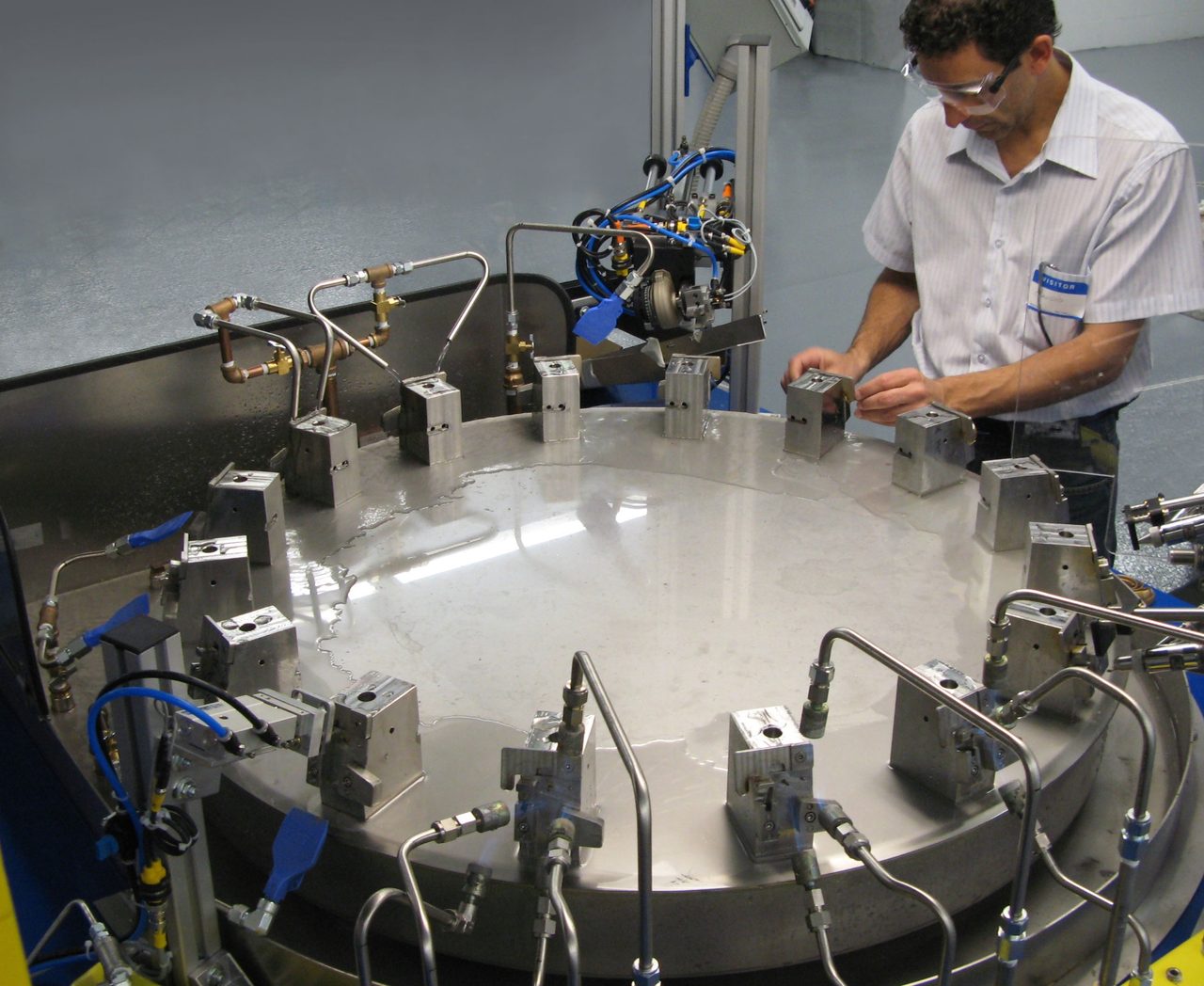
A worker at an automotive heat-exchanger-tube manufacturer uses the MiniMICO to induction braze a return bend onto each tube. It takes less than 30 seconds to complete the process.
Photo courtesy eldec LLC
Nearly every assembly process can be performed in several ways. Which option a manufacturer or integrator chooses for the best result is usually the one that matches a proven technology with a specific application.
Brazing is one such process. Brazing is a metal-joining process in which two or more metal parts are bonded by melting and flowing a filler metal into the joint. The filler metal has a lower melting point than the adjoining metal parts.
The heat for brazing can be supplied by a torch, a furnace or an induction coil. During induction brazing, an induction coil generates a magnetic field that heats the base materials to melt the filler metal. For a growing number of assembly applications, induction brazing is proving to be the best option.
“Induction brazing is much safer than torch brazing, faster than furnace brazing, and more repeatable than both,” says Steve Anderson, manager of field and test science at Fusion Inc., an 88-year-old integrator based in Willoughby, OH, that specializes in several assembly methods, including brazing. “Plus, induction brazing is much easier. Compared to the other two methods, all you really need is standard electricity.”
A few years ago, Fusion developed a fully automated six-station machine to assemble 10 types of carbide burrs used for metalworking and toolmaking. The burrs are made by joining tungsten carbide blanks that are cylindrical and conical in shape to steel shanks. Production rate is 250 parts per hour, and separate part trays hold 144 blanks and shanks.
“A four-axis SCARA robot takes a shank from the tray, presents it to the paste dispenser and then loads it into the fixture nest,” explains Anderson. “The robot then picks a blank from a tray and places it onto the pasted shank end. Induction brazing is performed with an electric coil that vertically surrounds the two parts and brings the silver filler metal to a liquidus temperature of 1,305 F. After the burr assembly is aligned and cooled, it is ejected via a discharge chute and collected for further processing.”
The use of induction brazing for assembly is increasing, primarily because it creates strong joints between two metal parts and because it is so effective at joining dissimilar materials. Environmental concerns, improving technology and nontraditional applications are also forcing manufacturing engineers to take a closer look at induction brazing.
Process and Preference

During induction brazing, the induction coil generates a magnetic field that heats the base material to melt a filler metal. Photo courtesy Ambrell Corp.
Induction brazing has been around since the 1950s, even though the induction heating concept (utilizing electromagnetism) was discovered more than a century before that by English scientist Michael Faraday. Handheld torches were the first heat source used for brazing, followed by furnaces in the 1920s. The furnace-based method was frequently used during World War II to manufacture large quantities of metal parts with minimal labor and expense.
Consumer demand for air conditioning in the 1960s and 1970s created new applications for induction brazing. In fact, the high-volume brazing of aluminum in the late 1970s led to many assemblies found in today’s automotive air conditioning systems.
“Unlike torch brazing, induction brazing is noncontact and minimizes the risk of overheating,” notes Rick Bausch, sales manager at Ambrell Corp., an inTEST Co. “It is also more efficient, with no wasted energy and almost no increase in ambient air temperature.”
The standard induction brazing system consists of three components, according to Greg Holland, sales and operations manager at eldec LLC. These are the power supply, the workhead with attached induction coil, and a chiller or cooling system.
The power supply connects to the workhead, and the coil is custom designed to fit around the joint. The inductor may be made from solid rod, flexible cable, machined billet, or 3D printed from powdered copper alloys. But, often, it is made from hollow copper tubing, through which water flows for a few reasons. One is to keep the coil cool by offsetting reflected heat from the part during brazing. Flowing water also prevents the buildup of heat generated in the coil by the frequent presence of an alternating electrical current and the resultant inefficient heat transfer.

See us at The ASSEMBLY Show Booth 714
An operator loads fixtures on the Fusion Rotary 200 machine with parts prior to automatically induction brazing them. The custom machine welds 50 parts per hour. Photo courtesy Fusion Inc.
“Sometimes a flux concentrator is placed on the coil to intensify the magnetic field at one or more points in the joint,” explains Holland. “This concentrator can either be a lamination type that consists of thin pieces of electrical steel stacked tightly together, or ferrotron, which contains powdered ferromagnetic materials and a dielectric bond that are compressed under high pressure. The benefit of using either concentrator is it shortens cycle time by inducing more energy faster into specific areas of the joint, while keeping other areas cooler.”
Before positioning the metal parts for induction brazing, the operator needs to properly set the system’s frequency and power levels. Frequency can range from 5 to 500 kilohertz, with higher frequency producing a more intense rate of surface heating.
Power supplies are typically capable of producing several hundred kilowatts of electricity. However, only 1 to 5 kilowatts are needed to braze a palm-size part within 10 to 15 seconds. Large parts, in contrast, may require from 50 to 100 kilowatts and take up to five minutes to be brazed.
“As a general rule, smaller parts use less power but need a higher frequency, like 100 to 300 kilohertz,” says Bausch. “The inverse of this is large parts require more power with a lower frequency, usually less than 100 kilohertz.”
Regardless of their size, the metal parts need to be properly positioned prior to fixturing. Care should be taken to maintain a close clearance between the base metals to allow proper capillary action of the flowing filler metal. Butt, lap and butt-lap joints are the best way to ensure this clearance.
Traditional or self fixturing is acceptable. Standard fixtures should be made from poorly conducting materials like stainless steel or ceramics, and contact the assembly as little as possible.
Self-fixturing, which eliminates the need for mechanical support, can be achieved by designing the parts with interlocking seams, swaging, dimpling or knurling.
The joint is then cleaned with an emery pad or a solvent to remove contaminants like oil, grease, rust, scale and dirt. This step further enhances the capillary action of the melted filler metal pulling itself through the joint’s adjacent surfaces.
With the parts properly fixtured and cleaned, the operator applies a joining compound (usually a paste) to the joint. This compound is a blend of filler metal, flux (to prevent oxidation) and binder that holds the metal and flux together prior to melting.
The filler metal and flux used in brazing are formulated to withstand higher temperatures than those used in soldering. Filler metals for brazing melt at a temperature of at least 842 F and are stronger when cooled. They include aluminum-silicon, copper, copper-silver, brass, bronze, gold-silver, silver and nickel alloy.
The operator then positions the induction coil, which comes in many designs. A helical coil is round or elliptical and fully surrounds the part, whereas a fork (or tong) coil is positioned down each side of the joint, and a channel coil hooks over the part. Other coils include internal diameter (ID), ID/outer diameter (OD), pancake, open-ended and multi-position.
Uniform heat is essential for a high-quality braze joint. To achieve this, the operator needs to make sure the vertical distance between each induction coil loop is small, and the coupling distance—the gap width from the coil OD to ID—is kept even.
Next, the operator turns on the power to begin the process of heating the joint. This involves the rapid transfer of a medium- or high-frequency alternating current from the power supply to the inductor to create an alternating magnetic field around it.

Recently, a manufacturer used the ECO LINE MF 100-kilowatt generator to induction braze a copper circuit ring to a copper tap connection for a generator at a hydro-electric dam. Photo courtesy eldec LLC
The magnetic field generates an induced current in the surface of the joint, which generates heat to melt the filler metal so it flows and wets the metal parts’ surfaces, resulting in a strong bond. With a multi-position coil, this process can be simultaneously performed on multiple parts at the same time.
Final cleaning and inspection are recommended for each brazed part. Cleaning the parts with water heated to at least 120 F removes flux residues and any oxide scale formed during brazing. Parts should be immersed in water after the filler metal has solidified but while the assembly is still hot.
Depending on the part, inspection can be minimal and followed by nondestructive and destructive testing. Nondestructive methods include visual and radiographic examination, and leak and proof testing. Common destructive testing methods are metallographic examination, and peel, tension, shear, fatigue, impart and torsion testing.
“Induction brazing does require a larger upfront capital investment than the torch method, but it’s worth it for the additional efficiency and control you get,” says Holland. “With induction, when you need heat, you just press on. When you don’t, you press off.”
Eldec makes several power supplies for induction brazing, such as the ECO LINE MF medium-frequency line that comes in various configurations to best match each application. The supplies have a power rating range of from 5 to 150 kilowatts with frequencies of from 8 to 40 kilohertz. All models can be built with a power boost feature that lets operators overdrive the 100 percent continuous duty rating by an additional 50 percent for up to three minutes. Other key features include pyrometer temperature control, a temperature logger and an insulated gate bipolar transistor power switch. The supplies require little maintenance, operate quietly, take up little space and easily integrate with a workcell controller.

Wide Application
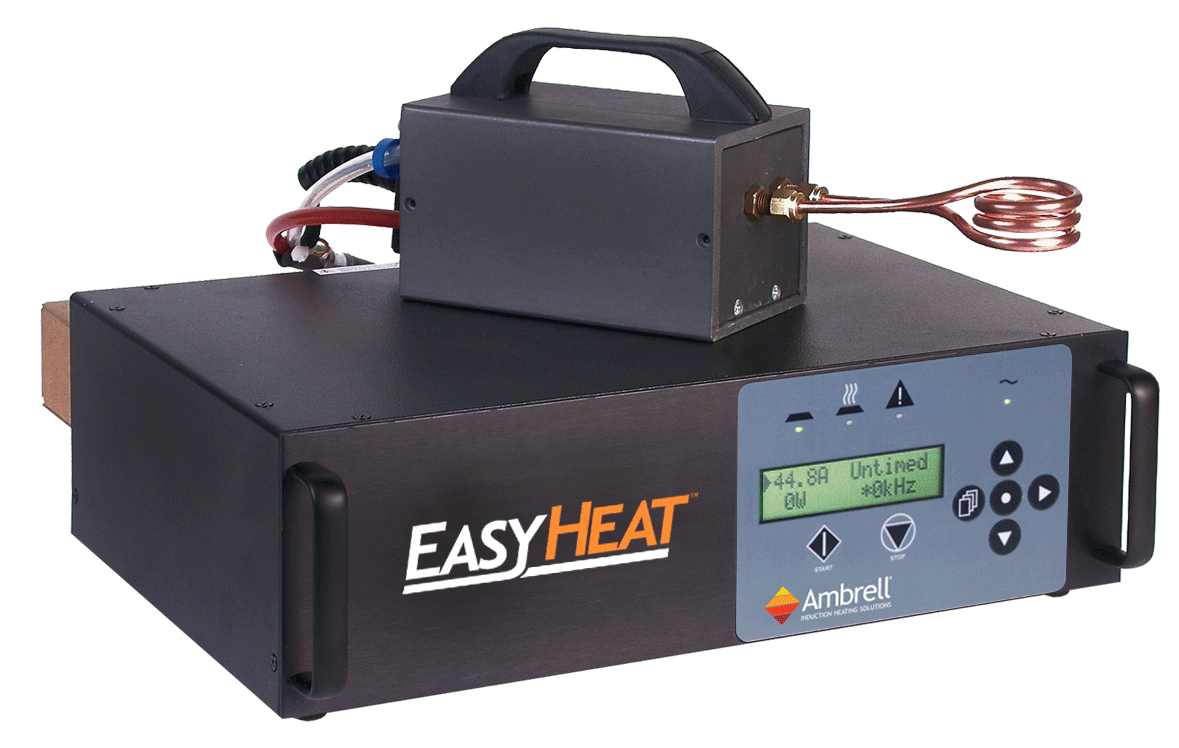
EasyHeat systems have a frequency range of 150 to 400 kilohertz, making them ideal for induction brazing of small parts with various geometries. Photo courtesy Ambrell Corp.
Manufacturers in several industries increasingly use induction brazing to assemble parts. Bausch points to automotive, aerospace, medical devices and mining equipment manufacturers as the biggest users of Ambrell’s induction brazing equipment.
“The number of aluminum parts being induction brazed continues to increase in the automotive industry due to weight reduction initiatives,” notes Bausch. “In aerospace, nickel and other types of wear pads regularly get brazed to jet blades. Both industries also induction braze a wide range of steel tube fittings.”
All six EasyHeat systems from Ambrell have a frequency range of 150 to 400 kilohertz, making them ideal for induction brazing of small parts with various geometries. The compact models (0112 and 0224) offer power control within a 25-watt resolution; models in the LI series (3542, 5060, 7590, 8310) provide control within a 50-watt resolution.
Both series have a movable workhead that can be located up to 10 feet from the power supply. The systems’ front-panel controller is programmable, allowing end-users to define up to four different heating profiles, each with up to five time and power steps. Remote power control is available for contact or analog inputs, or an optional serial data port.
“Our main induction-brazing customers are manufacturers of parts that have some carbon in them, or large-mass parts with a high percentage of iron,” explains Rich Cukelj, business development manager at Fusion. “Some of these companies serve the automotive and aerospace industries, while others make firearms, components for cutting tools, plumbing faucets and drains, or blocks and fuses for electrical distribution.”
Fusion sells custom rotary systems that can induction braze 100 to 1,000 parts per hour. The higher volume is possible for a single type of part or a specific family of parts, according to Cukelj. These parts can range in size from 2 to 14 square inches.
“Each system incorporates an indexer from Stelron Components Inc. with eight, 10 or 12 stations,” explains Cukelj. “Some stations are for brazing, while others are either for inspection, using a vision camera or laser measurement device, or pull testing to ensure a high-quality brazed joint.”
Holland says that manufacturers use eldec’s standard ECO LINE power supplies for induction brazing applications as diverse as shrink-fitting rotors and shafts, or joining electric motor housings. Recently, a 100-kilowatt model of this generator was used in a large-parts application involving the brazing of a copper circuit ring to a copper tap connection for a generator at a hydro-electric dam.
Eldec also makes the portable MiniMICO power supply, which is easily moved around a plant and has a 10 to 25 kilohertz frequency range. Two years ago, an automotive heat-exchanger-tube manufacturer used the MiniMICO to induction braze a return bend onto each tube. One person did all the brazing, with each tube requiring less than 30 seconds to be assembled.
ASSEMBLY ONLINE
For more information on induction brazing, visit www.assemblymag.com to read these articles:
October 2021
