PRESSES
By Jim Camillo // Senior Editor // camilloj@bnpmedia.com
When a press application requires 1,000 pounds of force or less, manufacturers increasingly prefer an electromechanical servo press to a manual or pneumatic one.
Assembly Presses for Low-Force Applications
Press-fit assemblies frequently require low-force pressing. This unit press-fits a small component into a rotor assembly. Photo courtesy Kistler Instrument Corp.
Clearly defined processes and parameters are highly valued in assembly. But, that doesn’t mean there is no room for a little flexibility now and then.
A good example is low-force pressing. How this phrase is defined depends on the manufacturer doing the pressing, as well as the technology being used.
“Low force is such a subjective term in pressing,” notes Glenn Nausley, president of Promess Inc., which has made presses since 1984. “For example, a low-force pneumatic press can be one that produces at least 3 kilonewtons (about 675 pounds) of force, whereas a low-force arbor press may produce as little as 0.4 kilonewton (about 100 pounds) of force. Servo presses can go even lower.”
As an example, Nausley points to the Promess FlexIQ series, which consists of three models having a force range of 0.2 kilonewton (45 pounds), 1 kilonewton (225) and 3 kilonewtons, respectively. Introduced only this past June, the compact presses offer high precision and can be equipped with safety features and built-in monitoring. Their simple software allows quick setup so manufacturers can press parts within an hour of unboxing any of the machines.
“We developed the presses to better serve the needs of our electronics, medical-device and consumer-goods customers that perform high-mix, low-volume manufacturing,” says Nausley. “They are specifically designed to not damage any part, even tiny ones.”
The main challenge of every pressing application is to find the “sweet spot” where the press produces consistent, high-quality results most cost-effectively. For low-force pressing, manufacturers are increasingly relying on electromechanical servo presses to achieve this outcome. Suppliers like Promess now offer models with low-force capabilities for as much control and accuracy as each application requires.
Older Methods
Prior to this century, low-force pressing was only performed with a manual or pneumatic press. Manual press types include rack-and-pinion, toggle and toggle with pneumatic assist. A rack-and-pinion press produces a constant linear force over the entire length of the stroke.
In a standard toggle press, the ram is connected via a toggle mechanism, which exponentially multiplies the force applied by the ram. This press produces little force at the start of the stroke, but delivers maximum force at the end.
The main drawback of using a manual press in a low-force application is relying on the operator to provide consistent force with each cycle. Ways to ensure this result include using switches, force displays and locking mechanisms to verify that the stroke has been fully completed before the ram is raised. Another way to improve quality control is by using a toggle press with pneumatic assist, which shortens cycle time and lessens worker fatigue.
“A manual arbor press can be a good choice for a low-force application,” adds Nausley. “The key is having an operator with the right touch, someone who knows exactly when to be a bit gentle with press force.”
There are two types of pneumatic presses: direct-acting and toggle. The direct-acting press produces a constant linear force over the entire length of the stroke. Similar to the manual press, a toggle pneumatic model produces little force at the start of the stroke, but delivers maximum force at the end.

See us at The ASSEMBLY Show Booth 1301
Both types feature a standard air cylinder and control valves that initiate the press cycle and safely move the ram up and down. Pneumatic presses offer great speed, with maximum force being determined by cylinder bore size and air pressure.
Most low-force presses produce at least 1 kilonewton of force. Some, though, produce as little as 30 newtons of force, making them effective for medical devices, small electronic parts and precision mechanical assemblies.
On the downside, pneumatic presses offer limited control unless hard stops are placed in the tooling. The working press stroke may be choppy and vary from part to part. In addition, press operators are not able to “feel” the assembly process, so to speak, as there is no tactile feedback.
However, optional equipment and accessories are available to improve press control and monitoring. These include pressure and stroke-position switches, regulators and feedback devices, such as load cells.
“Pneumatic presses are limited in their force control, but it is better than that of manual presses,” says Phil Cohen, general sales manager at Janome Industrial Equipment USA Inc. “A good analogy is pneumatic presses offer the controllability of using a mallet, whereas manual presses offer the controllability of using a hammer.”

See us at The ASSEMBLY Show Booth 643
The Servo Surge
By using the Smart Function Kit, sensor and electronic-controls manufacturer Sensata Technologies Inc. is able to produce small batches of various types of sensors on one assembly line, rather than several. Photo courtesy Bosch Rexroth Corp.
The popularity surge of servo presses for low-force pressing applications is in large part due to the growing market for medical devices as the population ages. Photo courtesy SHL Medical
“Even though servo presses have been used for all types of pressing for nearly 30 years, it is only in the last five years or so that they’ve surged in popularity for low-force pressing,” explains Nausley. “Partly this is due to the cost of servomotors and control electronics coming down significantly in recent years. But, mainly it’s because of the growing market for medical devices as our population ages. Products like syringes, pacemakers and medical patches all require low-force pressing during assembly.”
Unlike manual and pneumatic presses, servo presses offer closed-loop control of ram position, speed and force for accurate and repeatable pressing. This control comes from the press’s servomotor, which provides torque and velocity as commanded by a controller. The motor can provide full energy at any speed, but not full force capacity at any stage in the stroke.
Other press benefits include flexibility for high-mix operations, less scrap and a relatively small footprint. Energy efficiency is also improved because the motor always produces torque and velocity based on the supplied current and voltage.
The only downside of servo presses is their initial higher investment. However, that is usually offset by lower operational and maintenance costs.
Servo-driven linear actuators are another option for precise low-force pressing. The basic actuator features a motor, gear box and power screw. Force is measured either by motor torque or an externally mounted load cell. High-end actuators feature additional mechanical components, such as a planetary roller screw spindle and guided antirotational arms.
Cohen agrees that, in general, medical device manufacturing is a growing market for low-force pressing; but, more specifically, for servo-driven pressing applications that require finesse. Other regular customers for Janome include manufacturers in consumer electronics, automotive, defense and aerospace. All of the products these companies assemble with low-force pressing require detailed force monitoring and part traceability that Janome provides in its JP Series 5 C-frame pressing system.
“Aerospace manufacturers use low-force pressing to assemble industry specific connectors that are critical components in the airplane’s internal electronics system,” says Cohen. “This type of pressing is also necessary for small parts used in engine-side hydraulic and fuel-delivery systems.”
Four models in the JP Series are designed for low-force pressing, having a maximum capacity of 0.5, 1, 2 and 5 kilonewtons, respectively. Stroke length is 80 or 100 millimeters with a maximum speed of 414 or 280 millimeters per second. Positional repeatability is ±0.005 millimeter.
Two years ago, a global defense manufacturer used the JP Series 4 press to standardize a production process, ensure maximum quality and eliminate field defects. The press achieved these goals by applying consistent pressure for a known duration at low and high force limits as needed, even when the parts were not under stress.

Customers of the JP Series 5 C-frame press include manufacturers in consumer electronics, automotive, defense and aerospace. Photo courtesy Janome Industrial Equipment USA Inc.
“Traditional hydraulic presses were unable to adjust when forces dropped during settling,” says Cohen. “This produced field defects that were hardly traceable. Real-time feedback was required to control the process and maintain the production schedule.”
Low-force presses from Kistler Instrument Corp. are regularly used by companies in the medical, consumer electronics and automotive industries, as well as those that make jewelry and electric power tools. The latter use low-force pressing to assemble small motors.
Medical applications include injector pins and inhaler components. As for automotive, both Tier 1s and OEMs rely on low-force pressing to build radar systems and door-handle computer chips, and to spring-test buttons used inside a vehicle.
Kistler is headquartered in Switzerland, so it’s not surprising that multiple watchmaking companies there have used the Kistler NCFT joining module Type 2157B for several years. Kyle Fischer, sales engineer for joining systems business and advanced manufacturing at Kistler, says watchmakers use the press to precisely install various tiny components.
The 2157B features an integrated piezoelectric sensor for high-precision measurement within two predefined ranges: 0.05 to 0.5 kilonewton, and 0.25 to 1.5 kilonewtons. Fischer says the sensor is located in the head of the ram to ensure the most accurate force measurement. This data is then wirelessly transmitted to an amplifier on the press housing.
The press is capable of high-velocity operation with short cycle times. It is also ISO certified for Class 7 and 8 clean room work.
“The expanding market for electric vehicle batteries and motors is definitely driving the growth in low-force pressing,” claims Richard Vaughn, automation engineering manager for linear technology at Bosch Rexroth Corp. “Low-force pressing is also used to crimp wires to connectors for harnesses, press-fit dowels and pins, and insert clips and plastic parts in cell phones, and bearings in automobiles and white goods. Another area on the rise is spring and seal testing by quality assurance technicians.”

See us at The ASSEMBLY Show Booth 1613
Transitioning and Other Challenges
Switching to servo press technology for low-force pressing can be challenging. As a result, some companies continue to use manual or pneumatics presses as a backup during the transition. Another approach is to use older-technology machines for less-critical applications, and the servo press for applications requiring greater accuracy, safety and product traceability.
“We find it’s best for transitioning customers to slowly implement servo technology,” notes Fischer. “This helps them optimize their current low-force pressing projects, while fully learning the benefits of servo pressing. One example is servo presses will often show force and distance variations that have been occurring during pressing without the manufacturer even knowing it. This type of insight makes companies want to use servo presses as much as possible.”
Transitioning to servo presses also impacts machine builders and integrators. Fischer says they quickly learn that the servo’s high voltage (480V) may produce excessive electrical noise. Such noise can interfere with the press’s motor, force and positioning cables, resulting in data errors due to fluctuations in the force value shown. Shielding the cables and maximizing the distance between them will minimize noise impact on the servo system.
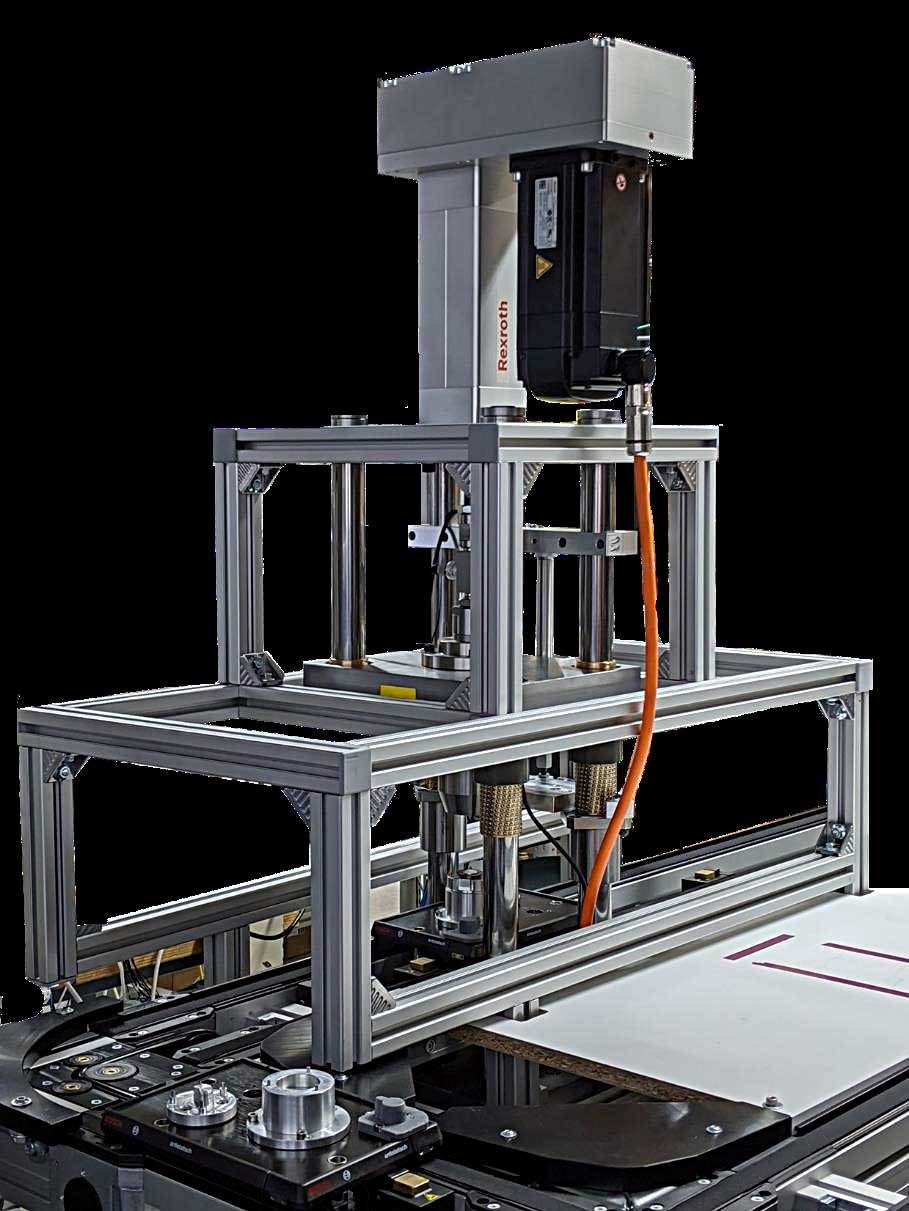
Last March, Bosch Rexroth introduced its Smart Function Kit to help manufacturers and system integrators implement servo presses for low- (2 to 5 kilonewtons), medium- (6 to 17) and high-force (18 to 30) applications. LinSelect linear motion software helps engineers select and size the correct kit for an application.

This version of the FlexIQ servo press is called the FlexStand. It is equipped with safety features and built-in monitoring so end-users can run parts on the same day they receive the press. Photo courtesy Promess Inc.
“This kit improves productivity for a wide range of applications,” explains Vaughn. “These include press-fitting bearings in housings, crimping cables and hoses, bending and embossing plastic parts, and performing various measurement and test procedures.”
After the end-user selects the correct-size components, he downloads CAD files for each component and designs the system with an online configurator. This desired configuration is then ordered via the Bosch e-shop, with all components being delivered as one complete package.
“The kit’s intuitive configuration capability eliminates the need for any end-user to have programming knowledge,” notes Vaughn. “Preinstalled operating software enables automatic parameterization of the servo drive and fast commissioning. This cuts engineering time by up to 95 percent and can significantly reduce time to market.”
By using the Smart Function Kit, sensor and electronic-controls manufacturer Sensata Technologies Inc. is able to produce small batches of various types of sensors on one assembly line, rather than several. The kit also lets the company record process data and autonomously configure production modules for quick commissioning.
Vaughn says the kit’s visual programming eliminates the need for engineers to do line-by-line coding. Instead, they select predefined software blocks and create a sequential workflow via drag and drop. When defining individual joining processes, the engineers simply enter the associate parameters.
“For monitoring purposes, status information and process results, including a force displacement curve, are shown and recorded live,” says Marc Hubsch, engineering manager in the encoders division at Sensata. “All data is transferred straight to our IT system, where it is stored and analyzed for quality assurance purposes. This means much greater transparency during production.”
Accurately measuring press force is always important, but not necessarily easy, according to Nausley. He notes that, too often, manufacturers assume that any force inaccuracy is due to a bad load cell.
“Garbage in garbage out definitely impacts the mechanical side of pressing,” says Nausley. “This includes the linkage setup from the load cell to where the pressing is being done. It’s always best to place the measuring device as close as possible to the work area. Also check the tooling and fixturing. Make sure the part is straight or parallel as it’s being held.”
A final challenge for manufacturers is providing equipment suppliers with the right information so they can recommend the best press for a low-force application.
“A great place to start is letting us know how safety and tolerance-critical the parts are that will be pressed,” says Cohen. “The manufacturer should have an initial force level and then confirm it with the supplier’s demo press during sample testing. This testing is also a great time to carefully investigate why something went wrong during pressing. Press-force-monitoring graphs will show these problems and any other negative trends.”
ASSEMBLY ONLINE
For more information on low-force pressing, visit www.assemblymag.com to read these articles:
September 2021
