SEE
IT
AT
New Process Secures Sheet Metal Assemblies
In automobile assembly, hemming is used to join two sheet metal parts together. Typical parts for this type of assembly are hoods, doors, trunk lids, fenders and sunroofs.
Hemming is a metalworking process in which the metal sheet is folded over onto itself. The process does more than connect the two sheets. It also improves the appearance of the assembly and reinforces the edges.
Assembly is usually done by hemming the outer panel over the inner panel, which also conceals any sharp metal edges. In principle, hemming produces sufficiently strong mechanical joints. Nevertheless, adhesives are usually used to improve strength, stiffness, crash performance and corrosion protection. Spot welds are also added along the joint line to increase strength and keep the panels from shifting.
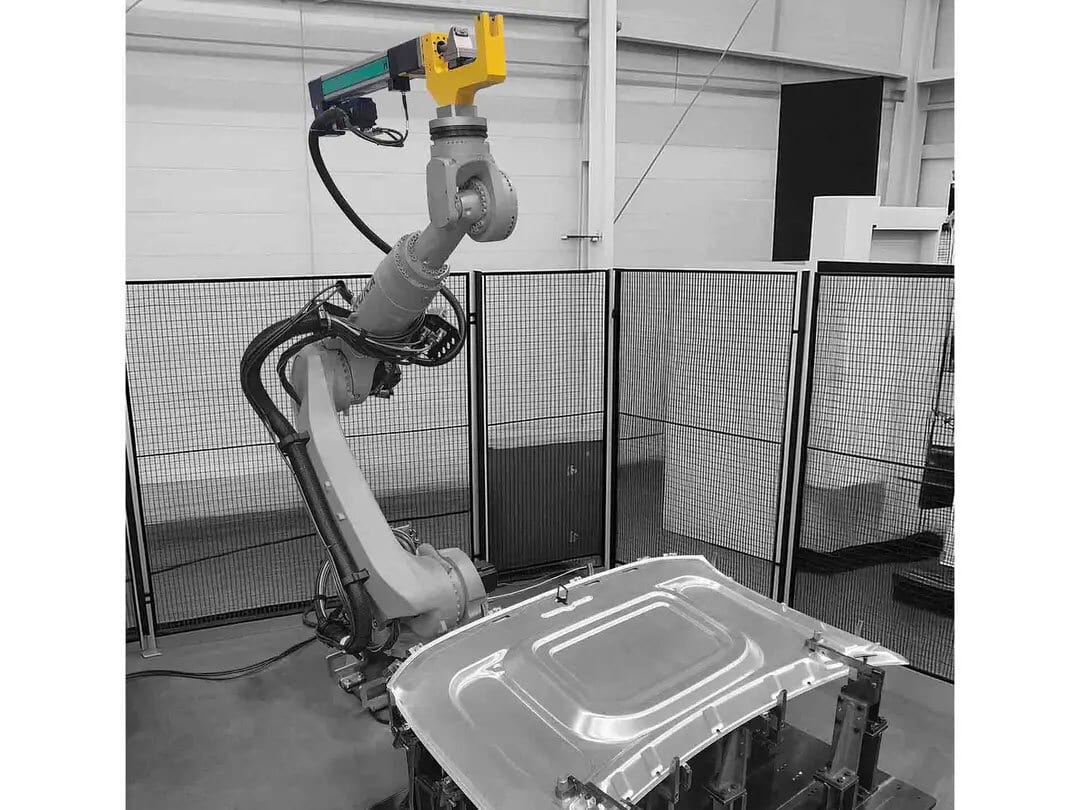
The staking tongs can be mounted to a robot for automated assembly lines. Photo courtesy Tox Pressotechnik

Although spot welding is an effective and time-tested process, it has two drawbacks. It consumes a lot of energy, and it can create blemishes on the surface of the metal.
A new sheet-metal joining process developed by Tox Pressotechnik promises to solve those problems. The company’s SeamStake cold-joining process reliably secures sheet metal components and prevents displacement in the planar direction. Secure fixation is achieved through precisely formed positive locks.
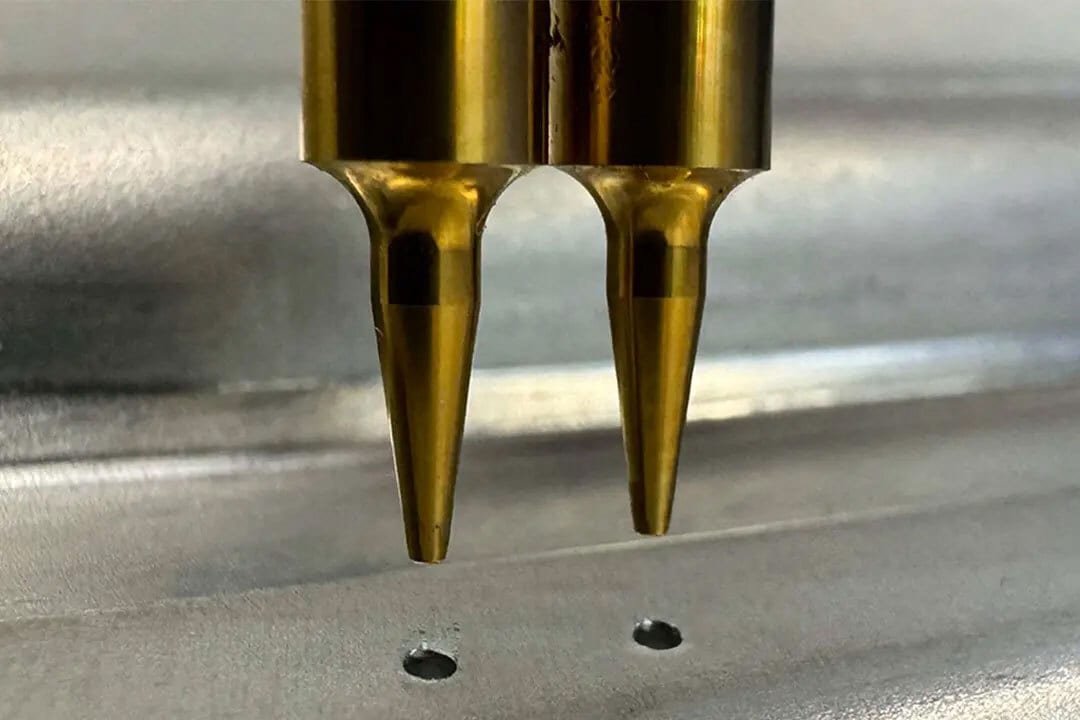
In the process, a hardened pointed tool is pressed into the top sheet. Metal from the top sheet is thus forced into the bottom sheet, creating a lock. Photo courtesy Tox Pressotechnik

The SeamStake process does not adversely affect the surface of the component opposite the forming tool.Photo courtesy Tox Pressotechnik
In the process, a hardened pointed tool is pressed into the top sheet. Metal from the top sheet is thus forced into the bottom sheet, creating a lock. Because the process requires precise control over the force, displacement and speed of the tool, a servo press is required. Unlike other sheet-metal clinching methods, the SeamStake process does not require special tooling on the opposite side of the joint. In addition, it does not adversely affect the surface of the component opposite the forming tool. There’s no need to remove weld spatter after joining.
The process can be used on a variety of materials and applications. A minimal amount of space is required around the parts to complete the process.
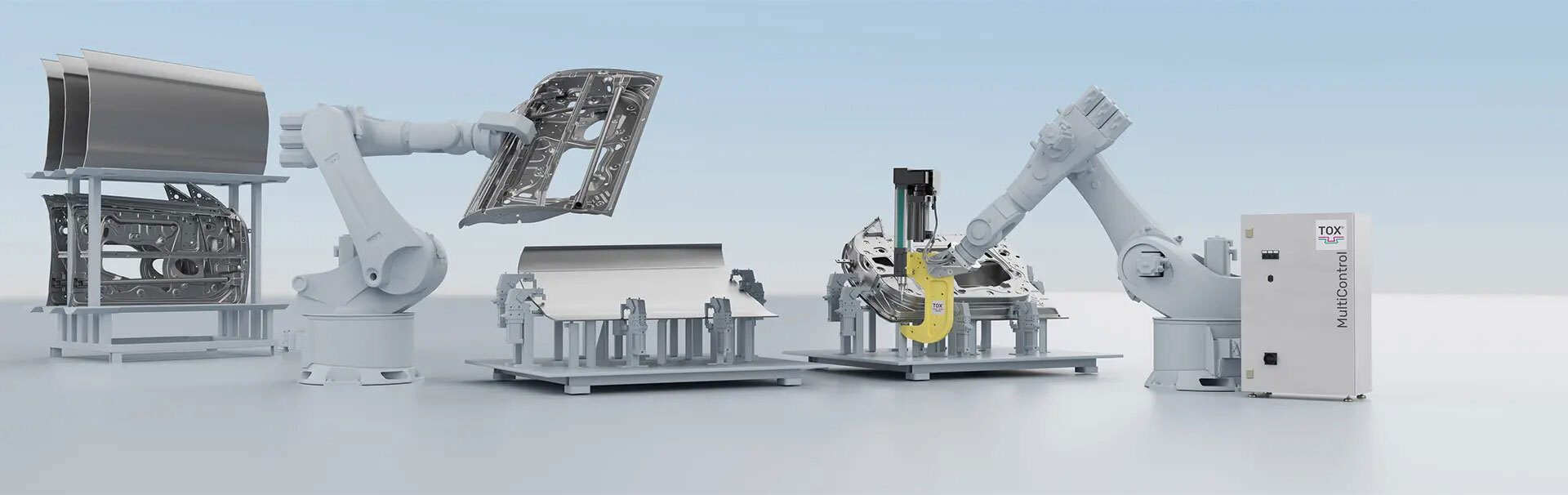
Compared with spot welding, SeamStaking is more energy efficient, costs less to operate, and produces more aesthetic joints. Photo courtesy Tox Pressotechnik
Compared with spot welding, SeamStaking is more energy efficient, costs less to operate, and produces more aesthetic joints.
Sensors can measure force and displacement during forming, so engineers can monitor the process for quality control.
The staking tongs can be mounted to a robot for automated assembly lines.
For more information on presses and sheet metal clinching, click tox.com or visit the company’s booth at The Assembly Show, which will be held Oct. 27-29 at the Donald E. Stephens Convention Center in Rosemont, IL.
Besides presses, you’ll find more than 200 suppliers of automation, fastening tools, robotics, software, adhesives, packaging equipment and safety products.

ASSEMBLY ONLINE
For more information on sheet metal assembly, visit www.assemblymag.com to read these articles:



