FASTENING AND JOINING
John Sprovieri // Chief Editor
A new process, injection lap riveting, is showing promise for joining dissimilar metals.
Injection Lap Riveting
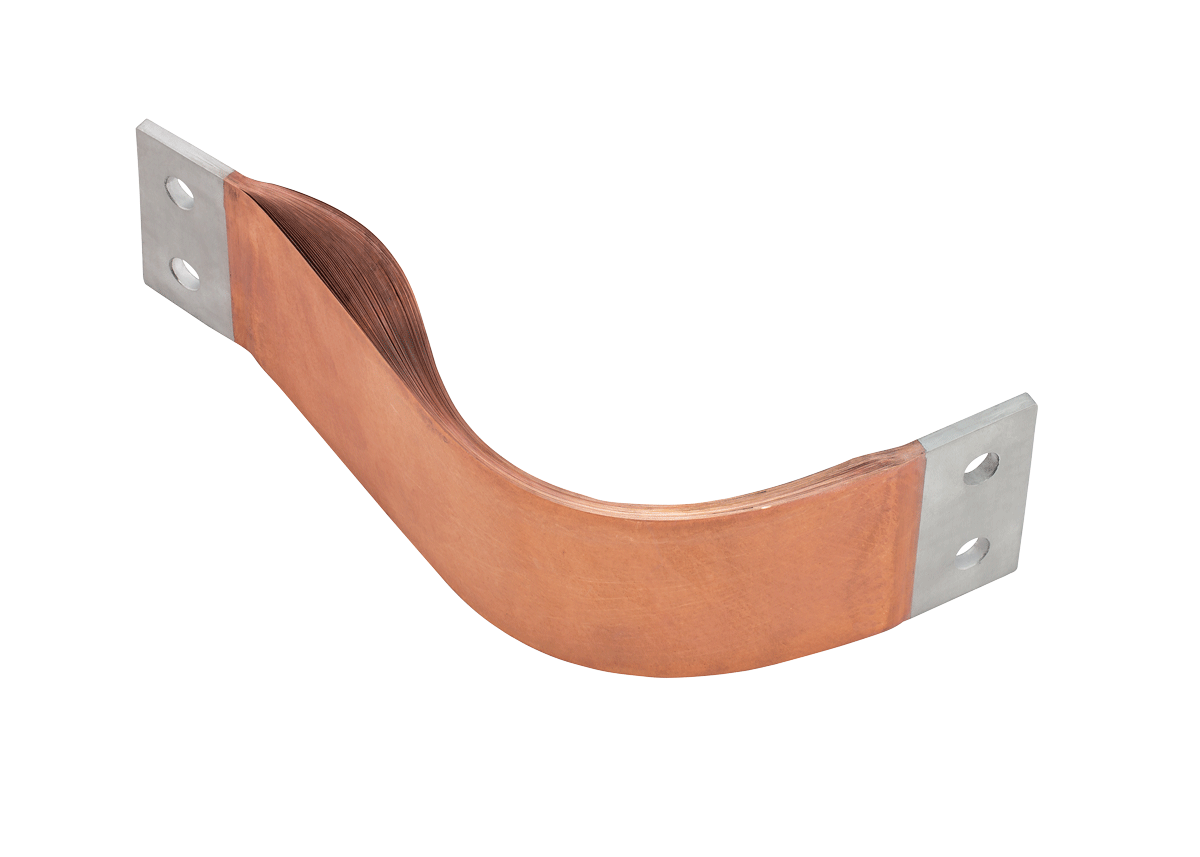
Bus bars are an essential component of electric vehicles. This metallic strip or bar efficiently distributes electrical power from high-energy battery packs to electric motors and other devices.
Photo courtesy Nissan Motor Co.
Bus bars are an essential component of electric vehicles. This metallic strip or bar efficiently distributes electrical power from high-energy battery packs to electric motors and other devices. Usually uninsulated, bus bars must have sufficient stiffness to be supported in air by insulated pillars. This helps cool the conductors and enables engineers to tap in at various points without creating a new joint.
Bus bars are typically produced by stamping copper sheets. However, because aluminum is both lighter and cheaper than copper, engineers would like to use that metal for bus bars. The only problem with that idea is that aluminum has less current-carrying capacity and higher impedance than copper due to its greater electrical resistivity.
To get the best of both worlds, engineers are developing bus bar assemblies that use both metals. These hybrid bus bars combine the excellent electrical conductivity of copper with the low density and cost of aluminum.
Of course, creating a hybrid bus bar raises the challenge of how to connect the two materials easily and effectively without causing electrical disruptions. Existing options consist almost exclusively of threaded fasteners and welding technologies.

Advantages and Limitations
Self-Pierce Riveting vs. Injection Lap Riveting
Self-pierce riveting (right) is a cold joining process for fastening two or more sheets of material. During assembly, the rivet is driven into the material stack at a controlled force, piercing the top layer or layers. The rivet radially expands into the bottom layer or sheet, under the influence of a die, forming a strong mechanical interlock. The rivet does not break through the last material.
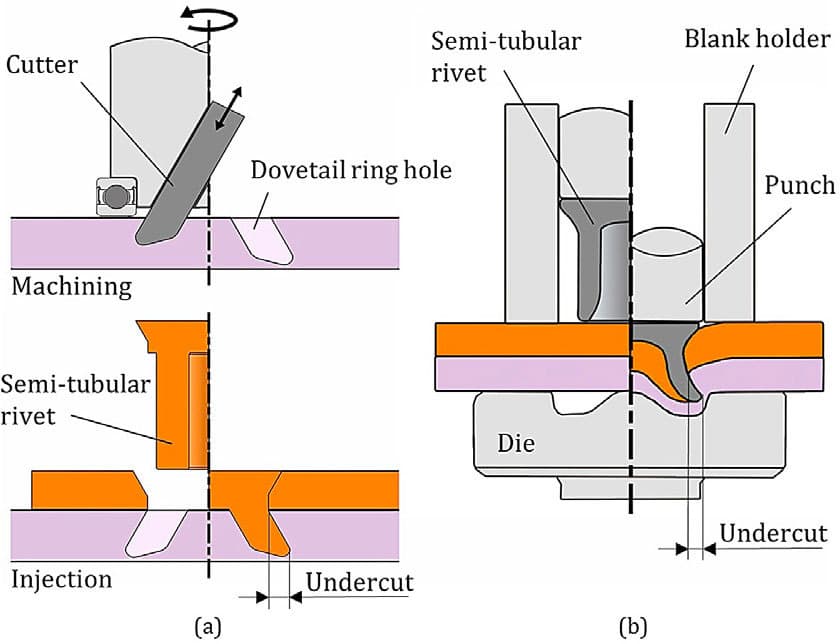
Injection lap riveting (left) is similar, but its joining principle is based on plasticity and friction without fracture and formation of the surfaces. The process involves two consecutive operations. First, a dovetail ring hole is machined in the lower sheet. Then, a semitubular rivet is pressed through the upper sheet into the hole in the lower sheet.
Illustration courtesy University of Lisbon
Threaded fasteners are the most widespread technology due to their high reliability and ease of assembly and disassembly. But, fasteners can create nonuniform contact pressures, which can distort current flow. Mechanical and thermal loading can loosen threaded fasteners, causing electric disruptions. And, panel boards and busway enclosures offer limited room for threaded fasteners.
The chief technologies for welding copper and aluminum are laser welding and friction stir spot welding. But, the effectiveness of welding is limited by the different chemical, mechanical and thermal properties of the two materials and by the creation of hard and brittle intermetallic compounds.
Clinching and self-pierce riveting are also being considered for assembling hybrid bus bars, because they can produce the joints in a single operation at ambient temperature, without the need to drill or punch holes in the materials. However, these processes can introduce distortions in the electric current due to material protrusions above and below the sheet surfaces. And, as with threaded fasteners, self-piercing rivets add a third material to the mix.
In 2019, a team of researchers at the University of Lisbon in Portugal developed a novel method for assembling hybrid bus bars without protrusions and additional materials. Their method combines electrical discharge machining, bending and sheet-bulk compression to obtain form-fit joints that are enclosed within the thickness of the overlapped sheets. The process is effective, but requires a multistage sequence of forming operations.
“The process can be easily included in a progressive press-tool system,” says Paulo Martins, Ph.D., a professor of mechanical engineering at the University of Lisbon who helped develop the new process.

Injection Lap Riveting
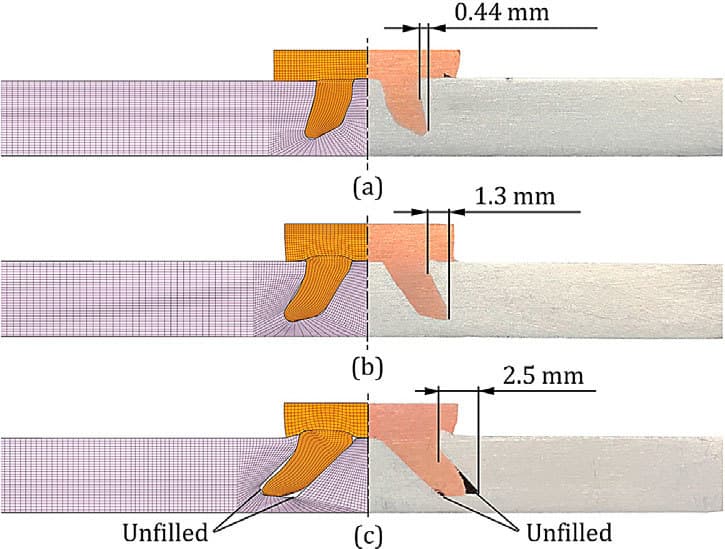
The researchers found that the dovetail holes in aluminum sheets behave as die cavities into which the shank length of the rivet flowed. The rivet completely filled the holes with inclination angles of 15 and 30 degrees, but unfilled material pockets were visible in the holes with an inclination angle of 45 degrees. Although the undercut is larger for the 45-degree inclination angle, the unfilled pockets justify the choice of smaller inclination angles, such as 30 degrees. Smaller angles are also advantageous since less force is needed to install the rivet.
Illustration courtesy University of Lisbon
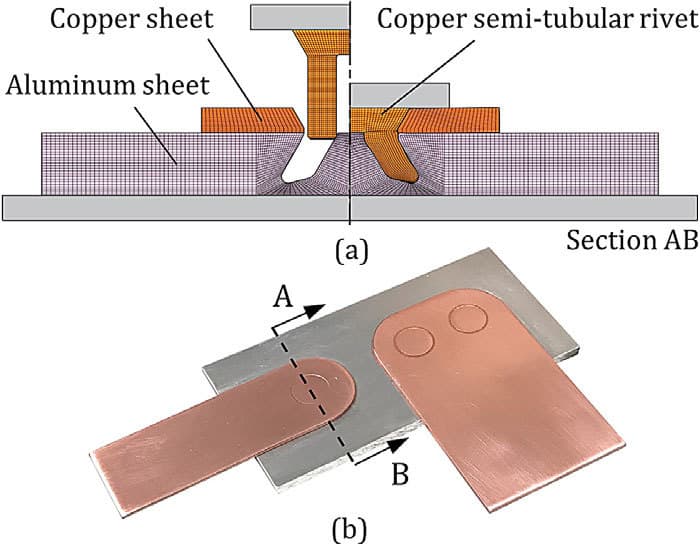
Now, Martins and his research team have introduced another new method for joining copper to aluminum: injection lap riveting. The new technique can be used to assemble hybrid bus bars or any other application involving two overlapping metal sheets.
The process is carried out in two stages at ambient temperature. First, a dovetail ring hole is machined in the lower sheet. Then, a semitubular rivet is injected through the upper sheet into the dovetail hole of the lower sheet to obtain an interlocking connection. The working principle is based solely on plasticity and friction, in contrast to self-pierce riveting, which relies on plasticity, friction and fracture to allow the rivet to create an undercut while it is pierced through the sheets.
Compared with self-pierce riveting, injection lap riveting has many advantages, according to Martins. These include:
The absence of material protrusions above and below the sheet surfaces.
Rivets can be made from the same materials as the sheets they are joining, which is of paramount importance in hybrid bus bars.
There is no upper limit on the total thickness of the sheets to join.
The thinner or softer sheet does not need to be placed on the punch side of the assembly.
There is no need of two-sided access to the assembly, if the lower sheet is thick and stiff enough to withstand the injection of the rivet with little or no plastic deformation.
The main disadvantage of injection lap riveting is that it’s a two-stage operation, due to the need to drill the dovetail holes, concedes Martins. That makes the process slower than self-pierce riveting.
The main process parameters are the inclination angle of the dovetail hole; the depth of the hole; the thickness of the dovetail recesses; the inner and outer diameter of the hole; and the shank length of the rivet.
Although the process is confined to the laboratory at the moment, Martins is optimistic that it could soon be deployed on assembly lines. “The chances of this process becoming a commercial technology are good if the cutting tool concept we created for machining the dovetail holes can be successfully integrated into existing sheet-metal processing equipment,” says Martins. “We are working on this.”
Martins adds that the technology can be applied to more than just bus bar assemblies. “Injection lap riveting is applicable to the assembly of any overlapped metal sheets made from similar or dissimilar materials,” he says.
Electrical testing found that the riveted joints produce less electrical resistance than comparable joints fastened with a nut and bolt.
Illustration courtesy University of Lisbon
Testing the Process
To test out their new process, the researchers machined a series of dovetail holes in 5-millimeter thick aluminum sheets (AA 6082) with a special-purpose cutting tool. The depth of the hole was varied at 3 or 4 millimeters, and the inclination angle was set at 15, 30 and 45 degrees. The inner and outer diameters of the holes were kept constant, as was the thickness of the dovetail recesses.
The cutting tool consists of two inclined cutters controlled by springs that will progressively open to deepen the dovetail holes as the upper table moves down. The tool can be easily attached to a drilling machine or milling machine. The design of the tool is flexible and allows easy and fast replacement of the inclined cutters for sharpening.
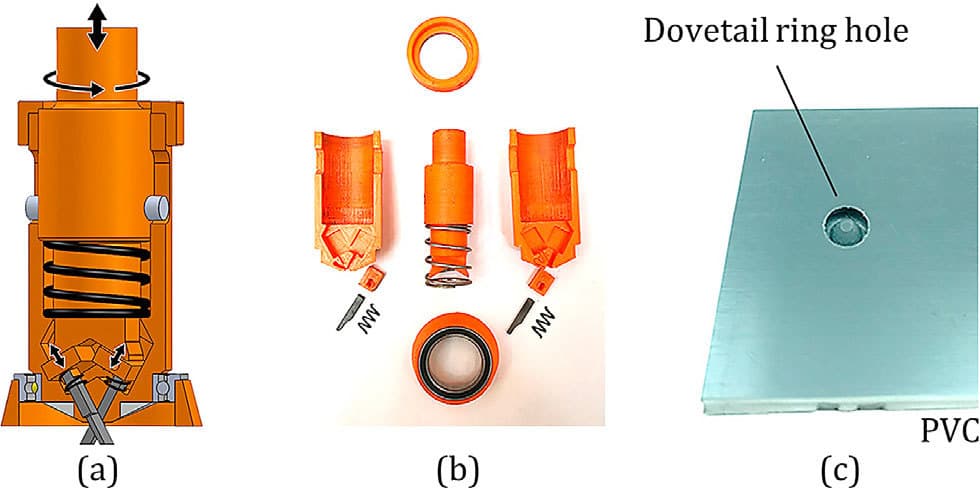
For their injection lap riveting process, the researchers invented a new cutting tool. It consists of two inclined cutters controlled by springs that will progressively open to deepen the dovetail holes as the upper table moves down. The tool can be easily attached to a drilling machine or milling machine.
Illustration courtesy University of Lisbon
Although the undercut is larger for the 45-degree inclination angle, the unfilled material pockets justify the choice of smaller inclination angles, such as 30 degrees, says Martins. Smaller inclination angles are also advantageous since less force is needed to install the rivet.
Shear and pull-out testing revealed that holes with a depth of 4 millimeters outperformed holes with a depth of 3 millimeters. The maximum forces that were measured in both tests correspond to collapse by shearing or by detachment of the rivets from the sheets.
Electrical testing found that the riveted joints produce less electrical resistance than comparable joints fastened with a nut and bolt.
The semitubular rivets were machined from electrolytic copper rods 10 millimeters in diameter. The shank length of the rivets was calculated to ensure complete filling of the holes.
Next, the researchers installed the rivets into the holes with a press. After assembly, some test joints were halved lengthwise for cross-sectional analysis. Some joints were subjected to pull-out and shear tests, and other joints were tested for current flow.
The researchers found that the dovetail holes in the aluminum sheets behave as die cavities into which the shank length of the rivet flowed. The rivet completely filled the holes with inclination angles of 15 and 30 degrees, but unfilled material pockets were visible in the holes with an inclination angle of 45 degrees. These pockets result from deformation of the hole and are not critical if the joints are to intended for purely mechanical connections. However, such pockets are detrimental for electrical connections, as in hybrid bus bars, because they create additional resistance to current flow.
Engineers are developing bus bar assemblies comprised of copper and aluminum. These hybrid bus bars combine the excellent electrical conductivity of copper with the low density and cost of aluminum.
Photo courtesy Amphenol
ASSEMBLY ONLINE
For more information on product or riveting, visit www.assemblymag.com to read these articles:
Bus Bars: The Backbone Behind Electric Vehicles
Clinching for Electrical Assemblies
Advances in Self-Piercing Riveting
August 2021

Scroll to
read full story
