MEDICAL REVIEW

CONTACT
Austin

Lightweight battery-powered aircraft are ready for take-off.
Laser Welding Plastic Medical Devices
Rieko van Heerbeek // Staff Scientist // Hao Gu // Senior Scientist // SABIC Polymers
Specialty thermoplastics enhance the power of light beams.
Laser welding is ideal for joining multicolor plastic medical devices. Photo courtesy SABIC Polymers
MEDICAL PRODUCTS
Laser welding is a fast, precise joining process that is used to assemble a variety of plastic parts. Automotive applications include everything from ADAS sensors to water pumps. Laser welding is also used to mass-produce many types of medical devices, including catheters, diagnostic cartridges, injector pens, insulin pumps, syringes and tubing.
Fast, efficient and precise, laser welding enables device miniaturization, avoids the use of adhesives, eliminates harmful vibration associated with other welding methods and delivers hermetic sealing. The flexible assembly process can rotate around complex parts in three dimensions to ensure quality.
The laser welding market will grow 8 percent annually between now and 2031. Demand is being driven by an increased need for clean and durable components that are becoming smaller and more complex.
Light Work
Through-transmission laser welding (TTLW) involves passing laser energy through two plastic layers. One layer is transparent to the laser beam’s specific wavelength, while the other absorbs the laser energy and causes melting. The two polymers being joined should be compatible, but do not have to be the same type of resin.
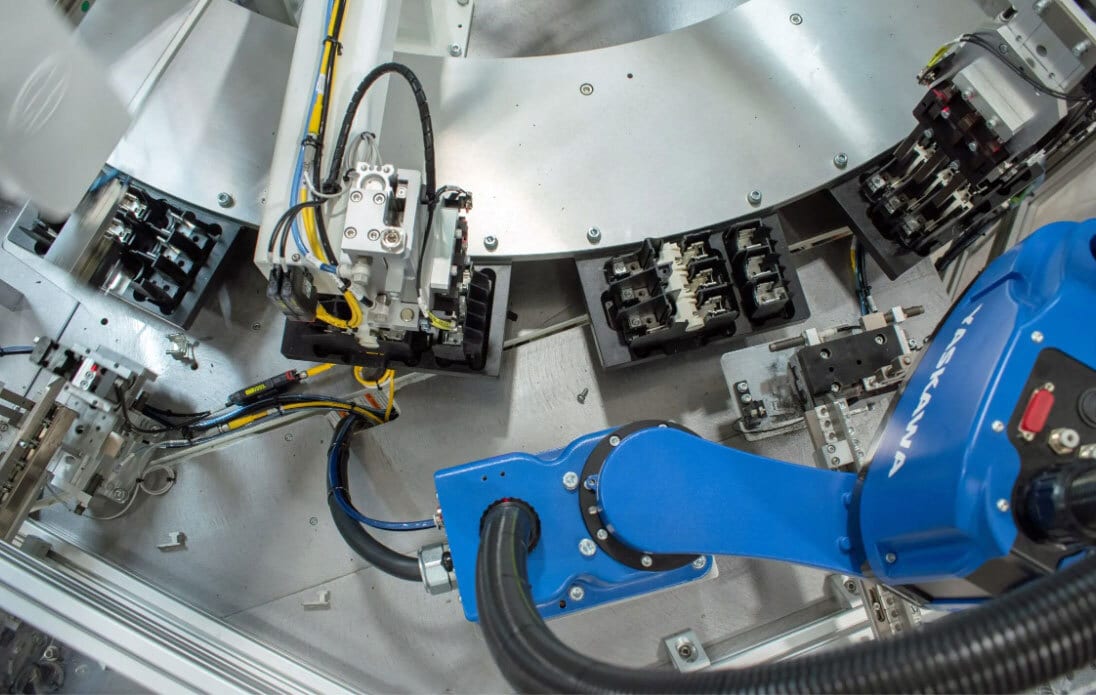
The BalTec ELECTRIC EA30 is a roller forming machine with 3-axis servo technology. With its three-inline servo motors, the EA30 can control with precision the stroke and rotation of the roller head assembly and articulation of the roller wheels. Each axis is individually programmable, offering superior forming capability and flexibility.
BalTec Corporation
724-873-5757
Articulating Roller Forming with 3-Axis Servo Technology
In the TTLW process, a controlled amount of laser energy is delivered to a precise location to heat the absorbent plastic layer, causing it to melt. Because the heat generated by the laser is carefully confined, laser welding helps protect temperature-sensitive parts.
Most TTLW processes today use laser wavelengths around 1 micron. However, lasers operating at higher wavelengths up to 2 microns are available, which enables engineers to weld transparent parts.
The heat from the molten absorbent layer is conducted to the transmission layer through direct contact. Melting and intermingling of the two layers create a strong bond between them.
Clamping is required to conduct heat and to ensure a firm, gap-free weld at the interface. Key parameters for achieving a strong weld are the type of near-infrared laser and its power, as well as welding speed and clamping pressure.
Because most resins are inherently transparent to laser energy, absorption must be optimized by incorporating pigments and fillers, such as carbon black, in the plastic. These additives typically yield darker colors.
Insulin pump and continuous glucose monitoring devices are assembled with laser welding. Photo courtesy SABIC Polymers
High-Volume Production Tool
Laser welding offers medical device manufacturers a powerful tool for accelerating throughput, reducing costs, and ensuring high-quality, precise and consistent joints in plastic parts. This technology also offers the potential for high-volume production.
Compared to joining with traditional adhesives, such as tapes and glues, and mechanical fasteners, such as screws and snap fits, laser welding is faster, simpler and more reproducible. It also does not require additional supplies that add costs and supply chain complexity.
Adhesive bonding of plastics, especially under thermal stress, can be unreliable due to potentially long curing times, susceptibility to environmental factors and difficulty in removing excess adhesive. Laser welding can overcome these limitations and offer faster, stronger and cleaner joints that are more resistant to heat and environmental degradation.
Insulin pump and continuous glucose monitoring devices are assembled with laser welders. Photo courtesy Emerson
This method can replace snap fits in applications where a strong, airtight and visually appealing bond is needed, especially in situations where snap fits are prone to failure or provide insufficient sealing. Examples include electronic housings, sensor housings and small containers for liquids.
Compared to alternative joining technologies, such as ultrasonic welding, laser welding eliminates friction, vibration and other stresses that can cause defects and scrap in delicate components, particularly in miniaturized electronic parts.
Through-transmission laser welding helps ensure the cleanliness of medical devices by avoiding particulate contamination from flashing and chemical contamination from adhesives.
When hermetic sealing is required, such as wearable medical devices like continuous glucose monitors, laser welding can produce strong welds. These seals provide a complete barrier against water, dust and oxygen ingress, permitting patients to wear devices while showering or swimming.
Powerful Plastics
Specialty thermoplastics can enhance the benefits of laser welding beyond efficiency, speed and precision. By choosing compatible resins and copolymers rather than commodity plastics for laser-transparent and laser-absorbent layers, engineers can add value in terms of aesthetics, specific performance attributes, durability and regulatory compliance.
While many plastics can be used in laser welding, not all deliver equal value. As a prerequisite, materials must be able to provide two parts: one with near-infrared light transparency and another that absorbs this light.
While traditional plastics can offer these basic capabilities, specialty resins and copolymers can add desirable properties to the part, helping to amplify the benefits of using laser welding technology.
One important property of some specialty thermoplastics is color performance, which is a critical aspect of laser welding. The medical device industry favors white and light-colored plastics that reflect near-infrared light, interfering with laser absorption. Fortunately, progress is being made in developing light-colored and even white specialty materials that are compatible with laser welding.
Leading producers of specialty resins and copolymers offer additional benefits beyond high-value products. These advantages typically include a broad choice of laser-weldable grades, technical support and expertise, and design and process optimization assistance.
The right plastics can improve the aesthetics, performance and durability of medical devices. Enhanced resin properties can also help engineers address current and future challenges, such as increasingly aggressive healthcare disinfectants, regulatory changes in sterilization methods, and greater design complexity and miniaturization.
Specialty resins and copolymers are ideal for laser welding applications. Photo courtesy SABIC Polymers
Compatibility Features
Today’s specialty resins and copolymers combine laser welding compatibility with a range of targeted features, including:
• High impact resistance. This property can help medical device enclosures and housings withstand day-to-day impacts, such as bumps and drops, at home or in busy healthcare environments. Toughness also allows plastics to replace or protect glass in some applications.
• High chemical resistance. This property is increasingly important for medical devices that are subject to frequent cleaning with harsh healthcare disinfectants, which can cause environmental stress cracking and shorten the useful life of equipment. Chemical resistance is also essential for wearables such as insulin pumps and continuous glucose monitors that are worn around the clock, but may be exposed to personal care products such as sunscreen and insect repellent.
Many types of plastic bags, containers and tubes are produced with laser welding technology. Photo courtesy SABIC Polymers
• High-temperature resistance. Steam autoclaving continues to be a dominant sterilization method, especially in view of upcoming restrictions on ethylene oxide sterilization. Medical device manufacturers are increasingly seeking materials that can withstand the high heat of steam autoclaving so they can take advantage of this option.
• EMI shielding. Electronic medical devices typically require shielding against electromagnetic interference. Specialty polymer compounds with integrated shielding capability can provide this protection without the need for secondary plating or coating operations.
• Flame retardance. Many electronic medical devices require protection against flame, smoke and toxicity hazards. Certain high-heat polyetherimide resins combine near-infrared transparency with inherent flame retardance to meet these specifications.
• Low wear and friction. Lubricated plastics are crucial in the medical industry, due to their ability to reduce friction, enhance performance and improve the lifespan of devices.
Joint Tips
Laser welding can produce several types of high-quality joints for plastic medical devices, including:
• Lap joints. These simple joints feature two overlapping layers that are clamped together on a single plane. Lap joints are often used in microfluidic devices and device screens or covers.
• T-joints. In this joint design, the flat top (transmission) layer is clamped to a rib on the bottom laser-absorbing layer. The rib collapses upon laser heating to form a T-shape. Benefits include the ability to overcome any part tolerance issues due to warpage and good control over the weld process thanks to measurement capabilities that can monitor the rib collapse with high resolution.
• Radial joints. Radial joints in laser transmission welding are used to join rotationally symmetrical parts. Due to the radially symmetrical structure assembly, it is possible to work with a press fit and thus achieve the joining pressure required for heat conduction. This means that clamping technology in contact with the component is generally not required. Radial joints are typically used to produce catheters and tubes, but are also used in large cylindrical objects, such as vials.
Colorful Challenges
As mentioned above, aesthetics is an area where specialty plastics can add value to laser welding. Traditionally, resin colors suitable for laser welding have been restricted to black and darker tones because the additives required to enhance laser energy absorption have typically been black.
However, the healthcare industry prefers to utilize white or light colors for their applications, as these colors connote cleanliness and are calming to patients. Neutral colors, especially soft whites and grays, provide a balanced environment.
This need presents a dilemma because white or pale-colored polymers reflect rather than absorb laser light. For example, white pigments like titanium dioxide (TiO2) reflect laser light in the near-infrared range. This light scattering poses a problem for the top transmissive part, as well as the bottom absorbing part, making it difficult to achieve a strong weld.
Polymer manufacturers are addressing this challenge by incorporating specialized pigments and dyes that offer good laser energy absorption while maintaining a light color. Other approaches include keeping the transmission layer as thin as possible, typically under a few millimeters, to minimize reflection; changing the loadings of TiO2; and adjusting the laser wavelength.
SABIC has achieved success with laser welding two matching materials (laser transmissive and laser absorbing) that are colored very light gray and are both biocompatible HPX8R PC copolymer resins. The company is also in the process of developing specialty plastics that can support white-on-white welding combinations.
However, using more challenging lighter colors further restricts the laser welding processing window, which is limited by the laser’s power output and achievable welding speed. Together with the material’s optical characteristics, these capabilities ultimately determine the maximum contour path length that can be welded.
Because laser-transparent and laser-absorbent plastics need to be compatible with the process and each other, it is important to work with a supplier that offers a broad portfolio of materials. These resins should be optimized and tested for laser welding based on compatibility studies, laser transmission measurements and welding trials.
To meet specific application requirements, the ideal supplier should be able to adjust material formulations quickly, and deliver custom-colored resins for branding, usability and safety purposes.
“A company with Ford’s scale can really influence the supply chain and business practices across our entire industry,” adds Sue Slaughter, purchasing director at Ford Motor Co. “It is so important that we not only think about how [we] can use our purchasing power to fuel our business needs, but also to advance sustainability.”
Because the automotive supply chain is extremely complex, the Guiding Principles contain expectations about business ethics, working conditions, human rights, health and safety, environmental leadership and supply chain due diligence for suppliers at all tiers. All suppliers are expected to uphold these standards and enforce them throughout their supply chain.
The Guiding Principles are based on fundamental elements of social, environmental and governance responsibility that are consistent with applicable laws and international standards created by organizations such as the United Nations.
Topics covered under the revised guidelines include the following:
Business ethics, including counterfeit parts and data protection.
Environmental issues, such as air quality, carbon neutrality, chemical management, circularity and water management.
Health and safety issues, such as personal protective equipment and workspace.
Human rights and working conditions, such as benefits, wages and working hours.
Responsible supply chain management, such as ethical sourcing of raw materials.
The BMW Group has implemented several projects in its packaging logistics unit to help the environment and conserve resources. The goal of the initiative is to work closely with suppliers to reduce carbon emissions and adhere to the principles of a circular economy.
BMW’s European assembly plants are using more recycled material in their packaging. For newly awarded contracts, the proportion of recycled material in reusable packaging for logistics purposes will almost double this year from around 20 percent to over 35 percent.
Using alternative sustainable materials, reducing single-use packaging, introducing lightweight packaging in certain areas and reducing transport volumes will also help cut carbon emissions.
BMW is monitoring the impact of individual measures via a CO2 calculator for packaging. The automaker’s overall aim is to reduce CO2 emissions in the supply chain by 20 percent per vehicle compared to 2019.
“Our re:think, re:duce, re:use, re:cycle approach is being implemented consistently in packaging logistics,” says Michael Nikolaides, head of production network and logistics at BMW Group. “We’re using innovative strategies to consistently reduce the volume of resources we use, thus reducing our carbon footprint.
“We are also doing our part to get the BMW iFACTORY up and running, with a particular focus on the ‘green’ side of things…with an emphasis on flexibility and efficiency, sustainability and digitalization,” explains Nikolaides. “It provides an answer to the challenges involved in the transformation to e-mobility and [leverages] the latest technologies to create a production process that uses minimal resources.”
According to Nikolaides, BMW is using more recycled material, such as expanded polypropylene (EPP) packaging. “Our newly developed EPP packaging already contains 25 percent recycled material,” he points out. “EPP is used in special containers, as its shape can be adapted to the components being packaged, allowing them to be transported safely.
“Around 360,000 of these containers are needed each year,” claims Nikolaides. “Using 25 percent recycled material allows us to save almost 280 tons of CO2 annually. There are plans to increase this proportion of recycled material even further, with the first pilot schemes with 100 percent recycled material currently underway. If these tests are successful, this configuration will become standard for new contracts from 2024.
“An additional 680 tons of carbon emissions savings can be made every year by using covers and so-called small load carriers with 50 percent recycled contents,” says Nikolaides. “As things stand, these measures are focused within the European markets due to the current waste management situation and available recycling infrastructure. But, we are working toward expanding to our locations in China, Mexico and the United States.”
BMW also plans to use folding large load carriers in place of traditional pallet cages made of steel. The plastic alternatives will be made from over 90 percent recycled material. They work in a similar way to the collapsible shopping crates that most people are familiar with.
When they’re empty, the carriers can be folded up, making them easier to transport. Nikolaides claims that using 15,000 of these new containers will reduce CO2 by around 3,000 tons per year.
“When it comes to packaging, the sky’s the limit,” says Nikolaides. “We’re launching pilot projects using bio-based materials to replace oil-based substances such as polyethylene and polypropylene.
“We are also investigating whether and in what ways we can use materials from recycled household appliances in our packaging,” explains Nikolaides. “In the long term, our aim is to use alternatives to raw materials across the board.”
BMW Initiative Targets Sustainable Packaging
BMW is using sustainable packaging in its assembly plants. Photo courtesy BMW Group
ASSEMBLY ONLINE
For more information on laser welding, visit www.assemblymag.com to read these articles:



