
Assembly Presses
Labor shortages are driving new demand for automation.
Options for Screwfeeding
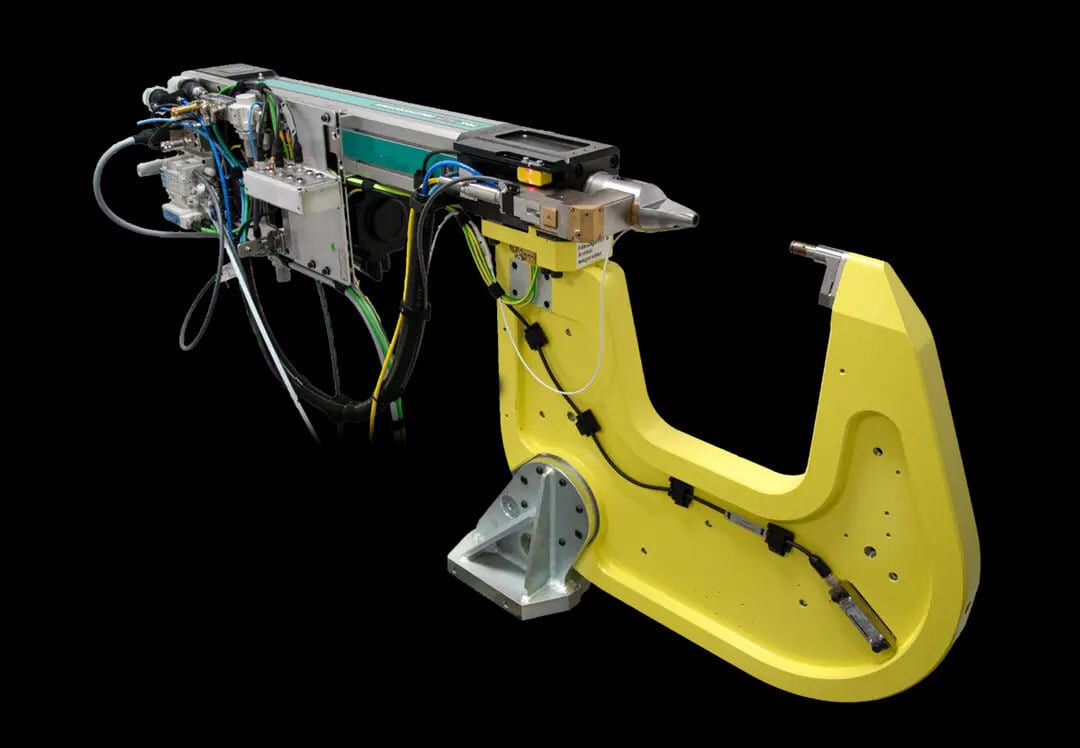
The Theta process creates a reliable mechanical connection even with materials that are difficult or impossible to clinch under normal conditions, including ultra-high strength steels. Photo courtesy Tox Pressotechnik
Localized heating with lasers increases ductility of high-strength steel,
enabling it to be clinched effectively.
Sheet
Metal
Laser-Assisted Clinching of
John Sprovieri // Chief Editor
Advanced high-strength steel and ultra-high strength steel are designed for exceptional strength-to-weight ratios and superior formability. Primarily used in the automotive industry, they enable engineers to create thinner, lighter components to improve safety and fuel efficiency. Common applications include B pillars, roof rails, bumper reinforcements, rocker panels, chassis components and crossmembers.
While these alloys offer high performance, they pose manufacturing challenges. They require special techniques for stamping, and they are more difficult to join with conventional assembly methods, such as clinching.
Prior to clinching, a laser applies targeted heat to the materials, significantly increasing their formability. Photo courtesy Tox Pressotechnik
In clinching, a punch and die are used to plastically form a mechanical interlock between metal sheets. The technique produces a round, button-type connection between two to four layers of sheet metal. The process can join metal sheets of different thicknesses or materials, and it will not damage anticorrosive coatings on the metal. The minimum thickness for any one sheet in the assembly is 0.1 millimeter, and the entire stack can be up to 12 millimeters thick.
The tools consist of a punch and a die. The punch forces the layers of sheet metal into the die cavity. The pressure exerted by the press forces the punch-side metal to spread outwards within the die-side metal.
Clinching is typically restricted to steel alloys with a tensile strength of less than 800 newtons per square millimeter and an elongation-at-fracture of more than 14 percent. The tensile strength of ultra-high-strength steel is much greater than that, often exceeding 1,000 newtons per square millimeter.
Localized Heating Improves Ductility
To clinch high-strength steel, the metal can be heated locally at the joint to improve its ductility without changing the material characteristics outside the joint.
That is the concept behind the new Theta clinching process from Tox Pressotechnik. Prior to clinching, a laser applies targeted heat to the materials, significantly increasing their formability. This creates a reliable mechanical connection even with materials that are difficult or impossible to clinch under normal conditions, including high-strength and ultra-high strength steels, low-ductility die-cast aluminum alloys, and aluminum sheets.
Targeted heating immediately before clinching increases the local ductility of the materials so that even high-strength alloys can be joined reliably without pre-punching or cutting. Clinching with a cutting component can reduce the material’s fatigue strength due to notching, susceptibility to corrosion at the cut edges, and a nonhomogeneous joint quality.

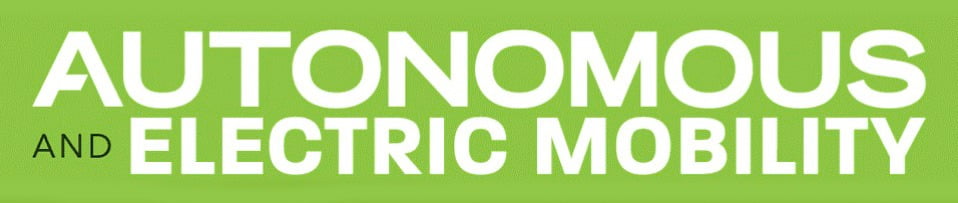
The Theta system consists of a standard Tox C-frame clinching press with a nominal pressing force of 80 kilonewtons. The laser is integrated with the press. Photo courtesy Tox Pressotechnik
The process has four steps. First, a focused laser beam heats the joining zone in a targeted manner. This thermal pre-treatment improves the formability of the material. Next, the clinching punch is applied immediately after heating. Due to the reduced flow resistance, the material begins to deform plastically, a precise transition from heating to forming without any loss of time.
The punch hits the prepared materials but does not pierce them. Instead, it is pressed into the die, compressing and deforming the materials without cutting them. The now-formable material flows under pressure into the die, creating a mechanical interlock with even load distribution. The result is a durable, corrosion-resistant joint.
The system consists of a standard Tox C-frame clinching press, or tong, with a nominal pressing force of 80 kilonewtons. The use of standard C frames keeps the system weight low and reduces side loads on the tool. A 2-kilowatt fiber laser with a wavelength of 1,070 nanometers is integrated into the press. The system is controlled centrally via the Tox MultiControl.
The system can be used with standard clinching tools for applications with a combined material thickness of up to 10 millimeters.
The Theta system meets the DIN EN ISO 11553-1:2021-01 and DIN EN ISO 60825-1:2022-07 safety standards for laser equipment. At a minimum distance of one meter from the laser clinching head, the system meets the requirements of class 1 laser. That means there is no need for laser safety cabins or laser safety goggles during regular operation, even when replacing the laser head in maintenance mode.
In clinching, a punch and die are used to plastically form a mechanical interlock between metal sheets. Photo courtesy Tox Pressotechnik
For optimal results, the material stack must be stably clamped during the entire process. In addition, the time between laser treatment and clinching should be minimized. This can be accomplished by optimizing the throat depth of the C frame.

ASSEMBLY ONLINE
For more information on sheet metal clinching, visit www.assemblymag.com to read these articles:



